

0 引言
以物理过程为基础的一体化生产系统模型通常比较复杂且成本较高,因此,出现了一系列经验和半经验性的替代研究方法[11]。这些替代方法大致可分为两类:实验设计法和机器学习法。然而,这些方法也存在一些缺点,例如严重依赖实际动态数据。因此,处于项目设计阶段或生产历史数据有限的资产,很少采用这些方法。此外,对于超出原始基础操作条件范围的情况,这些方法建立的预测模型适用性有限。
为了协助发展规划、资产管理和商业规划,引入了一体化生产系统产能的概念,以此作为开发项目对比和现有运营资产评估的关键绩效指标。采用一体化生产系统产能指标的目的是推动改进措施(包括生产优化和故障排除等)的实施,以实现短期、中期和长期价值最大化,这一目标至关重要。但对于一体化生产系统产能的定义和量化方式,还存在不同观点。有学者将一体化生产系统产能定义为生产网络在100%可运行条件下在交接点可输运的总产量[14]。由此可知,一体化生产系统产能不一定等于100%可运行条件下的油井产量。还有些学者将一体化生产系统产能定义为资产的历史最大产量(对应日期称为一体化生产系统产能日,该日期生产网络内所有井均已投产,并且不存在漏失和延误等情况)。该定义的一个缺点是无法保证生产网络所有组成部分(如井和分离器)在一体化生产系统产能日都处于最佳状态。此外,该定义基于生产历史提出,没有考虑网络条件(如储集层压力、油井采油指数、油嘴状态、分离器设定点)随时间的变化及其对一体化生产系统产能的瞬时影响。针对一体化生产系统产能,没有统一的定义,并且缺乏明确的评估和预测程序,影响了这一指标的应用。因此,本文将Yadua等[15-16]提出的针对单一储集层-井系统的方法扩展到一体化生产系统中,也就是将Yadua等的稳定(平衡)产量概念等同于一体化生产系统产能。值得注意的是,在一体化注入系统的注入能力量化评价方面,已经成功开发了一种类似的技术方法[17]。
为便于理解,本文仅考虑单一储集层一体化生产系统。该系统包括1口或多口油井,采出流体通过一套管汇和主管线输送到分离器。以管汇为参考点,将生产系统分为流入子系统(储集层到管汇)和流出子系统(管汇到分离器)。基于合理假设,考虑流入和流出子系统所有组成部分的压力损失以及源汇设定点压力,开发一个相对简单的模型,用于研究各种子系统和操作条件配置下一体化生产系统的动态。本文提出的方法是目前用于表征和模拟一体化生产系统动态的两种方法(即基于复杂物理特性的方法和基于简单经验数据的方法)的合理折中。在一体化生产系统动态表征方面,本文提出的简化物理模型是传统半经验模型方法(如机器学习)的一种补充。此外,本文提出一种基于物理特性的方法,用于确定各组成部分配置(包括尺寸)和操作条件下的一体化生产系统产能,为改进油田开发和生产优化工作提供指导。
1 模型建立
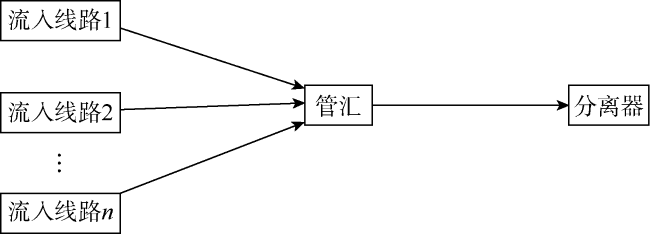
尽管一体化生产系统具有复杂性,但都可以分为两个大的子系统:流入子系统和流出子系统。以管汇为参考节点,流入子系统位于管汇的上游,流出子系统位于管汇的下游。在稳定状态下,流入子系统向管汇输送流体(和固体),同时流出子系统从该管汇中输出相同数量的流体(和固体)。通常,流入子系统由1条或多条流入线路组成,每条流入线路对应1个储集层(本源)、1口井、1个地面油嘴、1条管线和作为上游汇集点的管汇。流出子系统包括管汇(管汇为下游的源)、主管线和分离器(终汇)。图1 为1个简单的一体化生产系统示意图。
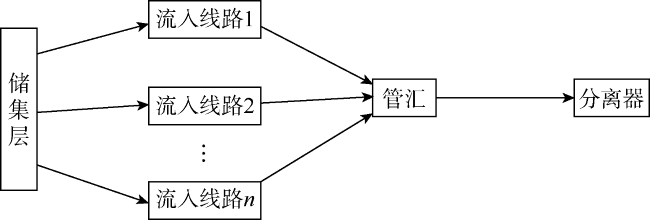
为了解一体化生产系统在不同配置和条件下的动态,本文考虑了1个简单但实用的系统设置:1个储集层,通过多口井(各自配置相应的油嘴和管线)连接到管汇。在该系统中,管汇是分离器的唯一下游源(见图2 )。同一储集层的所有井彼此独立、同时开采。各井仅在水力方面存在相互作用,即处于同一平均储集层压力下,且均受到管汇条件的约束。所有流体都来自同一储集层,所以认为整个系统内的各相(气、油和水)相对密度均匀。
为了简化一体化生产系统动态的数学表达式,本文假设:①系统处于稳态;②液体流动为主,流体均质、不可压缩;③各类管道(油管柱、管线和主管线)内径相同;④气体不溶于水;⑤自然流动条件;⑥流体流动为一维流动。
管汇是流入子系统和流出子系统之间的连接点,可以作为求解节点。任一时间点的管汇液压状态可由压力和流量表征。管汇(或主管线)处流量是所有流入线路流量的总和:
管汇压力和流量可以通过节点分析来估算。节点分析是基于能量平衡原理的分析方法,通常采用压力分析的形式进行。储集层流体处于受压状态,因此具有压力势能(压力与体积的乘积)。压力势能驱动储集层流体从地下孔隙通过井筒及井下设备流向地面设施。采油系统中的能量转换主要是消耗压力势能以克服流动通道中的摩擦力、加速度和重力。生产系统的流入动态关系包括储集层、井筒、油嘴和管路中的能量损失。而流出动态关系主要涉及主管线和其他地面设备以及分离器操作设定点的能量损失。将这两种关系关联起来,得到下式:
在n口井产液量和采液指数均相等的特定情况下,储集层内能量损失可表示为:
关于摩擦和重力引起的压力损失,本文采用Yadua等[15]使用的表达式,将其换算为国际单位制形式,即:
其中:
(6)式中Mb和ρmb的计算公式与(4)式中Mi和ρmi的计算公式类似。
根据Gilbert[18]的过油嘴压力损失估算公式,可得系统中所有油嘴的总能量损失计算公式为:
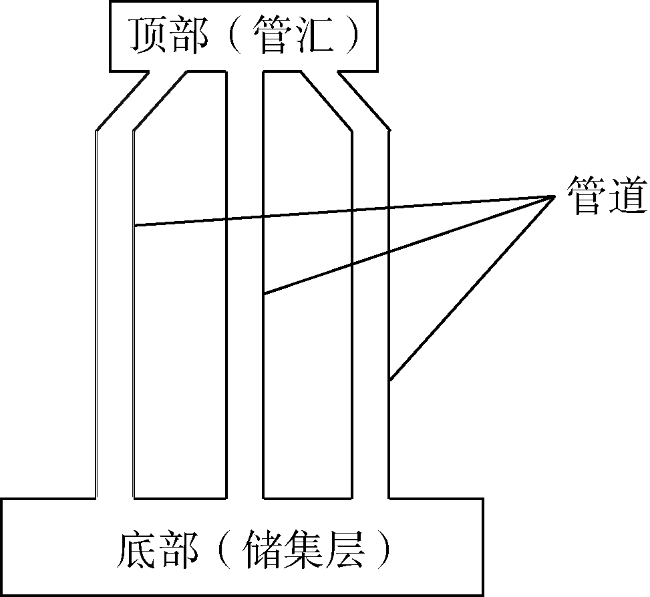
流入子系统类似于1个容器(见图3 ),有n条管路(n口井),这些管路(井)在底部(储集层)和顶部(管汇)的目标节点处连接。众所周知,静水压力仅取决于流体密度、重力和垂直距离,与流体或管路的形状无关。因此,以容器底部为参照,静水压力损失与系统内存在多条管道无关,与流入子系统中重力引起的压力损失相关的能量损失由(9)式计算得出。
引入1条等效线路来简化整个生产系统,如图4 所示。该等效线路由储集层、等效井、等效油嘴和等效管线组成,等效线路可模拟实际的流入子系统。本质上,等效线路中的流动考虑了储集层与管汇之间的所有能量损失[17]。

联立流入动态关系和流出动态关系,可以得到:
将(10)式和(2)式进行类比,可以得到储集层内能量损失为:
等效采液指数的计算公式如下:
等效采液指数是各实际井采液指数的算术和,这与多层油藏的总流动能力(即渗透率与厚度的乘积,与采液指数成正比)是各层流动能力的算术和这一普遍认识一致[19]。
同理可得等效井内摩擦引起的能量损失为:
在整个系统具有相同的混合物平均密度、含水率和生产气油比,并且所有井具有相同的井底—井口距离、油管内径以及产量的特定情况下,(13)式可以简化为:
所有n个油管串的等效内径由下式得出:
同理可得等效管线内摩擦引起的能量损失为:
除了计算油井摩擦能量损失时的假设条件外,本研究还假设所有管线长度相同,例如井口位于同一个平台上并连接到一个公共管汇的情况,此时可以根据下式计算等效管线内径:
同理可得等效油嘴的能量损失为:
若某一时刻所有井的生产气液比、油嘴经验系数、油嘴尺寸和流量等参数均相同,则(18)式可简化为:
因此,等效油嘴尺寸计算如下:
本质上,等效油嘴尺寸是井数和每口井油嘴尺寸的函数。
(10)式中的QmΔpgm、QmΔpgb和QmΔpfb分别由式(9)式、(7)式、(6)式得出。
将(6)式、(7)式、(9)式、(11)式、(13)式、(16)式和(18)式代入(10)式,得到以下关于QLb的二次表达式:
(21)式的正根是在给定的条件和时刻下目标生产网络的液体平衡流量,如(22)式所示,本文将这一稳定产液量称为一体化生产系统在该条件下的产能。原则上,QLb就是所谓的一体化生产系统产能。换句话说,本文将一体化生产系统产能定义为生产网络在给定时刻的理论平衡产量,同时考虑了所有相关的回压等限制条件。研究认为,生产网络的生产效率是其实际产量与该时刻一体化生产系统产量的比值。从这个意义上说,生产网络的生产效率类似于一口井的完井效率,与理想情况的偏差分别由生产网络的回压和油井的表皮系数导致。综上所述,需要重新审视使用延误来解释与一体化生产系统产能日的偏差的常见做法。延误和漏失属于操作低效,不应与真实的系统低效相混淆,后者原则上可通过引入一体化生产系统产能的概念来解决。
其中
从(22)式可以看出,一体化生产系统产能是多种因素的函数。这些因素包括储集层、流体混合物、油井、油嘴、管线、主管线、管汇、分离器以及一体化生产系统其他设备的主要特征和状态。此外,布井方式也会影响一体化生产系统产能。其中几个因素随时间变化,所以一体化生产系统产能并非一个常数。因此,最佳油田管理方式是定期对一体化生产系统产能开展适当的检查和调控。可控和不可控因素共同影响一体化生产系统产能。由于通常存在不可控的因素(如储集层条件、油管尺寸、主管线几何形状等),一体化生产系统产能的可调控范围是有限的,特别是对于已经存在的资产。但是,根据以上数学表达式,可以确定一体化生产系统产能在特定时间的优化范围。基于上述认识,在实践中,可以通过对相关变量的实时监控和对可控变量(如油嘴设置、布井方式和分离器条件)的相应调整,来实现一体化生产系统产能的自动化调控。
(22)式中隐含了等效井底流压与一体化生产系统产能之间的关系。这两个量都是未知的,所以需要迭代求解。本文构建了一个满足以下收敛条件的求解程序。
求解程序以储集层平均压力(pr)和等效采液指数(JLe)作为输入参数。假定一个pwfe值(ps<pwfe<pr),然后计算QLb,再根据(23)式计算pwfe,然后迭代更改pwfe,直到其满足给定的误差范围。这种收敛要求可以确保准确估算等效井底流压、混合物平均密度以及一体化生产系统产能。
2 敏感性测试
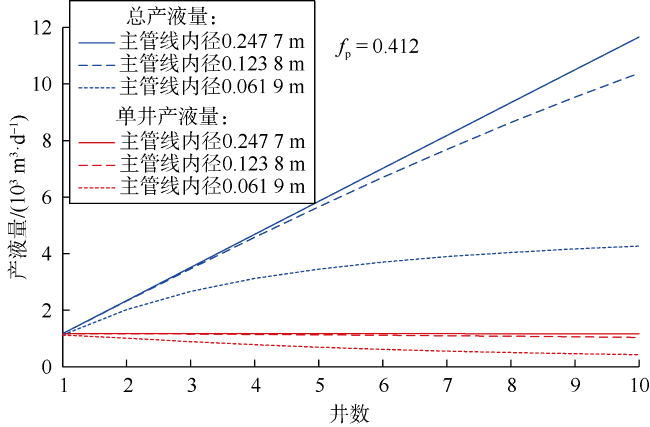
为了对本文模型进行评估,使用独立数据集开展敏感性测试。测试中,以具有相同流入管线和分离器的单一储集层一体化生产系统为例,采用本文模型来评估井数、油嘴开度和主管线内径对总产液量(流动能力)、单井产液量、管汇压力和等效压降(或单井压降)的影响。此外,还评估了分离器压力对该生产系统动态(包括稳态产能,即稳定产液量)的影响。
以下是分别由(1)式和(11)式导出的单井产液量和单井压降的表达式:
从(25)式可以看出,n口井中每口井的压降等于等效压降,其中所有n口井的流量和采液指数都相等。
管汇位于分离器的上游,管汇压力为主管线的压力损失((6)式和(7)式)和分离器压力之和:
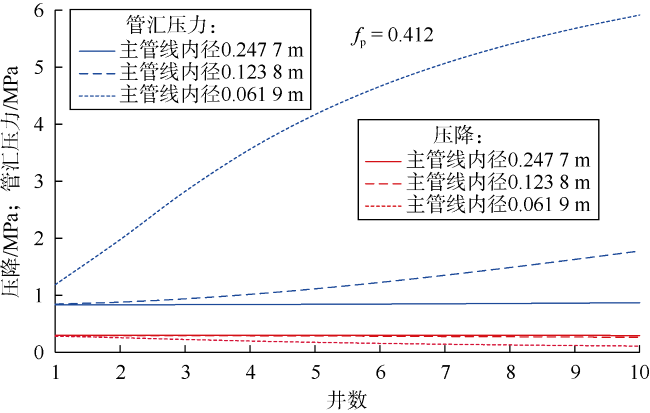
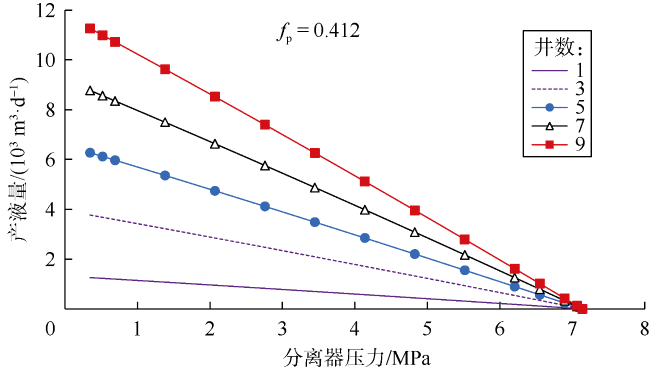
某生产系统参数如表1 所示,评估了该系统在亚音速流和音速流过油嘴的情况下对井数和主管线内径的敏感性。与音速流不同,亚音速流需要将压力波动从油嘴的下游(管线、管汇等)传递到油嘴的上游(油井和储集层)。对于亚音速流,设fp=0,这意味着油嘴上没有压力损失,模拟了没有油嘴或者存在完全打开的无效油嘴的情况。对于音速流,设fp=0.412。根据Gilbert的研究结果[18],当油嘴下游压力不超过油嘴上游压力的0.588倍时,存在音速流,也就是说,在该系统中,当流体通过油嘴时,油嘴上游压力至少损失41.2%。
表1 敏感性测试输入参数 |
| 参数 | 参数值 | 参数 | 参数值 |
|---|---|---|---|
| C | 435 | Msi | 0 |
| Db | 0.247 7 m | pr | 17.66 MPa |
| Dfi | 0.131 8 m | ps | 0.827 4 MPa |
| Dti | 0.100 5 m | Rpi | 84.78 m3/m3 |
| fwi | 0 | Si | 0.014 29 m |
| hmi | 1 617 m | Ts | 334 K |
| hs | 0.914 4 m | Twfi | 345 K |
| JLi | 3 989 m3/(d·MPa) | ρs | 2 643 kg/m3 |
| Lb | 107 m | γg | 0.624 |
| Lfi | 3.048 m | γo | 0.851 |
| Lti | 1 920 m | γw | 1.020 |
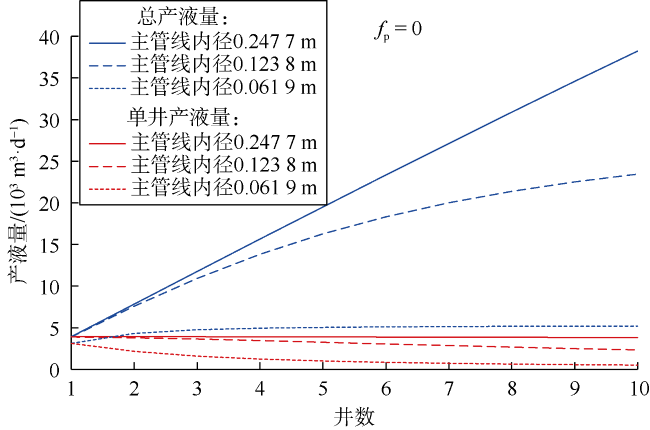
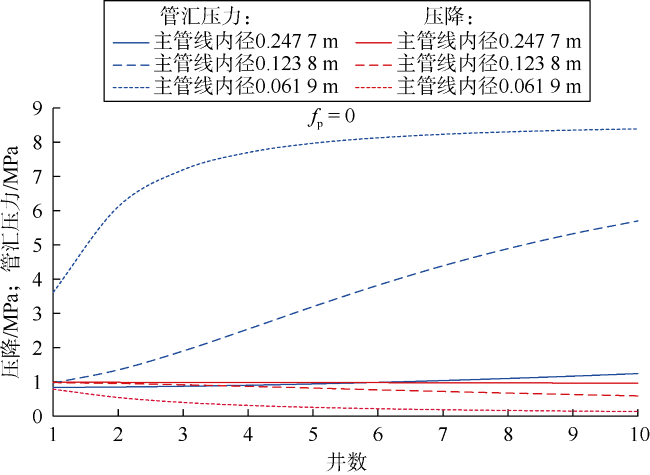
当主管线内径比参考主管线内径(0.247 7 m)小50%~75%时,上述解释也适用。显然,内径越大的主管线对流量的限制越小,在最小化管汇压力方面越有效。
音速流情况(见图7 、图8 )与亚音速流情况下的生产系统动态响应模式类似,因为它们都受相同的因素(包括储集层压力、流体性质和管道尺寸)影响。尽管如此,二者还是有一些差异。对于任何给定的n值,与亚音速流相比,音速流情况下的油嘴压力损失指示流动阻力增加,这与单井的较高回压有关。因此,在同一组参数条件下,与亚音速流相比,音速流的单井井底流压更高(即压降更低)、产液量更低,因而管汇压力更低。亚音速流和音速流情况下的模拟结果表明,存在1个最佳主管线内径,小于该内径时,增加井数不会显著改善一体化生产系统产能和其他性能指标。
使用油嘴会导致产液量降低,而能量损失与流量成正比,则使用油嘴比不使用油嘴的能耗更低。因此,从节能和相关健康、安全和环境(HSE)绩效的角度来看,需要密切关注项目设计阶段的油嘴选择以及项目实施阶段的油嘴调控频率和范围。
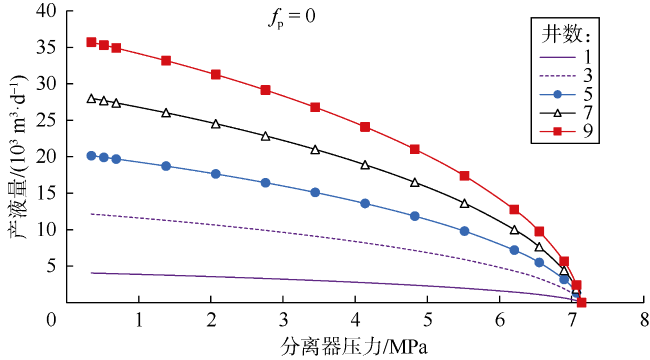
分离器压力是一个重要的油田操作参数。它影响气体在液体中的溶解度和分离效率,从而影响出口原油的质量和数量。为了更加深入地了解分离器压力的重要性,评估了分离器压力、井数和油嘴开度(亚音速流或音速流情况)对一体化生产系统动态的整体影响。如图9 和图10 所示,无论井数如何,产液量(一体化生产系统产能)与分离器压力始终成反比,但随着井数的增加,生产系统对分离器压力的敏感性增加,即产液量-分离器压力曲线的斜率增大。分离器压力较高时,井数对生产系统产能的积极影响大幅减弱。因此,在高分离器压力条件下,尤其是在油嘴开度更小的情况下,不建议改变生产井的数量。
3 现场实例模型验证
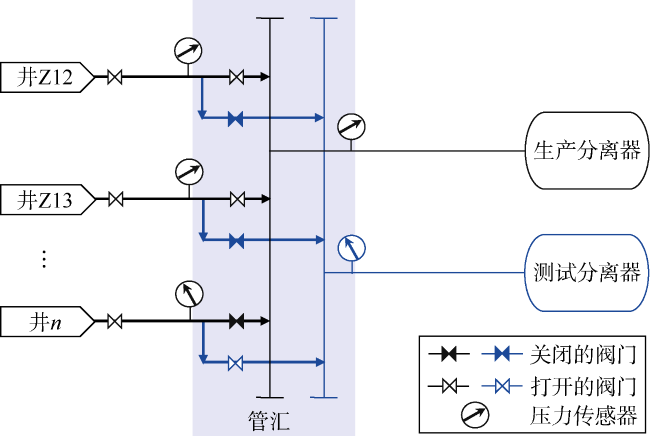
利用尼日尔三角洲某在产海上油田的数据,验证本文模型的有效性。该油田的一体化生产系统包括多个储集层及采用单井筒完井工艺的油井、1组管汇(位于井口平台上)、1个浮式处理设施,如图11 所示。验证工作主要基于储集层Z的两口生产井Z12井、Z13井展开。为了使用本文模型和工作流程来分析这套生产系统,引入等效井Ze来代表Z12井和Z13井,用于模拟试采期间只有Z12井和Z13井采液输送到主管线的情况。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ze井的采液指数、油管内径、管线内径和油嘴尺寸分别通过(12)式、(15)式、(17)式和(20)式的第3项确定。Ze井的油嘴经验系数、过油嘴压力损失率、井底与管汇垂直距离、管线长度、油管长度、平均储集层压力、分离器温度和井底流温采用Z12井和Z13井相应参数的算术平均值。Z12井和Z13井采出液在地面混合,混合液的含水率、固体含量、生产气油比以及气、油、水相对密度计算如下:
井口压力计算如下:
表2 Z12、Z13、Ze井相关参数 |
| 参数 | 参数值 | ||
|---|---|---|---|
| Z12井 | Z13井 | Ze井 | |
| C | 230.2 | 200.7 | 215.5 |
| Db | 0.253 9 m | ||
| Dfi | 0.131 7 m | 0.131 7 m | 0.173 7 m |
| Dti | 0.097 5 m | 0.097 5 m | 0.128 7 m |
| Dtl | 0.152 4 m | 0.152 4 m | |
| fpi | 0.885 5 | 0.902 3 | 0.893 9 |
| fwi | 0.040 0 | 0 | 0.014 4 |
| hmi | 163 1 m | 161 4 m | 162 2 m |
| hs | 0.914 4 m | 0.914 4 m | 0.914 4 m |
| JLi | 600 m3/(d·MPa) | 2 098 m3/(d·MPa) | 2 698 m3/(d·MPa) |
| Lb,Ltl | 152 m | 152 m | 152 m |
| Lfi | 22 m | 18 m | 20 m |
| Lti | 2 103 m | 1 874 m | 1 988 m |
| Msi | 8.56×10-3 kg/m3 | 2.85×10-3 kg/m3 | 4.91×10-3 kg/m3 |
| n | 1 | 1 | 1 |
| pr | 17.37 MPa | 17.40 MPa | 17.39 MPa |
| ps | 0.70 MPa | 0.70 MPa | 0.70 MPa |
| Rpi | 105.61 m3/m3 | 124.49 m3/m3 | 118.00 m3/m3 |
| Si | 0.010 32 m | 0.012 70 m | 0.016 69 m |
| Ts | 302 K | 318 K | 310 K |
| Twfi | 328 K | 343 K | 335 K |
| ρs | 2 651 kg/m3 | 2 651 kg/m3 | 2 651 kg/m3 |
| γg | 0.624 | 0.624 | 0.624 |
| γo | 0.868 | 0.848 | 0.855 |
| γw | 1.020 | 1.020 | 1.020 |
表3 模型模拟结果与同期Z12井、Z13井的测试数据 |
| 井名 | QLi/(m3·d-1) | pwhi/MPa | pm/MPa | |||
|---|---|---|---|---|---|---|
| 测试 | 模拟 | 测试 | 模拟 | 测试 | 模拟 | |
| Z12 | 516 | 516 | 6.14 | 6.18 | 0.70 | 0.71 |
| Z13 | 914 | 914 | 7.20 | 7.28 | 0.70 | 0.71 |
| Ze | 1425 | 6.67 | 0.71 | |||
当采出液从流入管线输送到主管线时,流入管线-管汇界面处的压力等于管汇-主管线界面处的压力,两个界面之间的压力损失可以忽略不计。类似地,对于测试井,流入管线-管汇界面处的压力基本等于管汇-测试管线界面处的压力。这些压力均称为管汇压力。在现场测试条件下,模型模拟的等效井Ze的管汇压力为0.71 MPa。也就是说,当只有Z12井和Z13井向分离器供油时,其管汇压力为0.71 MPa。这与Z12井和Z13井在现场测试(试采)期间的管汇压力大致相同。
两个节点之间的流量取决于其属性以及两个节点之间流体和流动路径的性质。因此,当现场测试条件下只有Z12井和Z13井的采出液进入主管线且管汇压力约为0.71 MPa时,两口井的实际产液量分别约为516 m3/d和914 m3/d。两口井的总产液量约为1 430 m3/d,即两口井的测试产液量之和。在相同条件下,模型模拟总产液量为1 425 m3/d,与现场测试结果的相对偏差为0.3%。
尽管本文模型相对简单,但以上现场测试结果和模型模拟结果的对比证实其准确性较高。
4 结论
提出了一种评估稳态条件下一体化生产系统产能的方法,将井数、油嘴尺寸和分离器压力视为可控变量,通过调控这些变量来优化某一时刻的一体化生产系统动态。研究发现,增加井数可以增大等效油管和等效管线的流量,从而消除一体化生产系统的技术瓶颈。然而,井数过高会使管汇压力升高,导致单井产量下降。增加油嘴尺寸可以提高一体化生产系统的产能。一体化生产系统的产量与分离器压力成负相关。随着分离器压力的增加和油嘴尺寸的减小,井数增加带来的总产液量(一体化生产系统产能)增量将减少。
本文提出的数学模型和工作流程已在某海上油田现场得到成功应用。模型模拟结果与现场测试数据吻合度较高,相对偏差在1.5%以内,验证了本文模型和工作流程的适用性和准确性。
符号注释:
Bo,Bw——原油、地层水平均体积系数,m3/m3;Ce——等效井的油嘴经验系数,无因次;Ci——第i口井的油嘴经验系数,无因次;Db——主管线内径,m;Dfe——等效管线的内径,m;Dfi——第i条流入管线的内径,m;Dte——等效井的油管内径,m;Dti——第i口井的油管内径,m;Dtl——测试管线内径,m;fp——过油嘴压力损失率,即过油嘴压力损失与油嘴上游压力的比值,其值大于等于0.412时为音速流;fpe——等效井过油嘴压力损失率;fpi——第i口井过油嘴压力损失率;fwi——第i口井含水率,f;hmi——第i口井井底与管汇的垂直距离,m;hs——管汇与分离器的垂直距离,m;i——流入管线(井)编号;JLe——等效采液指数,m3/(d·MPa);JLi——第i口井的采液指数,m3/(d·MPa);Lb——主管线长度,m;Lfe——等效管线的长度,m;Lfi——第i条流入管线的长度,m;Lte——等效井井底到井口的长度,m;Lti——第i口井井底到井口的长度,m;Ltl——测试管线长度,m;M——单位体积液体对应的混合物质量,kg/m3;Mb——主管线中单位体积液体对应的混合物质量,kg/m3;Me——等效井中单位体积液体对应的混合物质量,kg/m3;Mi——第i口井单位体积液体对应的混合物质量,kg/m3;Msi——第i口井(第i条流入管线)单位体积采出液中的固体质量,g/m3;n——流入管线数(井数);p——压力,MPa;pm——管汇压力,Pa;pr——储集层平均压力,MPa;ps——分离器压力,MPa;pwfe——等效井底流压,MPa;pwhi——第i口井的井口压力,MPa;∆pce——等效井的过油嘴压力损失,MPa;∆pci——第i口井的过油嘴压力损失,MPa;∆pde——等效井的生产压差,MPa;∆pdi——第i口井的生产压差,MPa;∆pfb——主管线摩擦引起的压力损失,MPa;∆pffe——等效管线摩擦引起的压力损失,MPa;∆pffi——第i条流入管线的摩擦引起的压力损失,MPa;∆pfwe——等效井井内摩擦引起的压力损失,MPa;∆pfwi——第i口井井内摩擦引起的压力损失,MPa;∆pgb——流出子系统重力引起的压力损失,MPa;∆pgm——流入子系统重力引起的压力损失,MPa;QLi——第i条流入管线的流量,m3/d;QLb——管汇处流量,m3/d;Qm——一体化生产系统的混合物平衡产量,m3/d;Qmi——第i口井的混合物平衡产量(第i条流入管线的流量),m3/d;Re——等效井的生产气液比,m3/m3;Ri——第i口井的生产气液比,m3/m3;Rpi——第i口井的生产气油比,m3/m3;Rs——平均溶解气油比,m3/m3;Se——等效油嘴尺寸,m;Si——第i口井的油嘴尺寸,m;T——温度,K;Ts——分离器温度,K;Twfi——第i口井的井底流温,K;Z——气体压缩系数,无因次;γg,γo,γw——气、油、水相对密度;ρm——平均混合物密度,kg/m3;ρmb——主管线中平均混合物密度,kg/m3;ρme——等效井中平均混合物密度,kg/m3;ρmi——第i口井中平均混合物密度,kg/m3;ρs——固体颗粒密度,kg/m3。下标:Ze——现场实例中代表Z12井和Z13井的等效井Ze井。