

0 引言
1 实验装置及原理
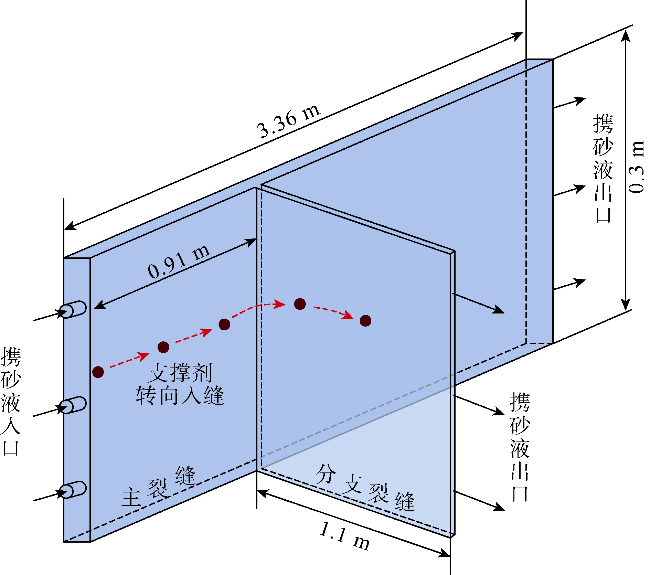
1.1 实验装置
1.2 实验材料
实验材料主要为支撑剂与滑溜水压裂液。支撑剂选用0.212/0.425 mm(40/70目,简称4070型支撑剂)石英砂、0.106/0.212 mm(70/140目,简称7014型支撑剂)石英砂、0.075/0.150 mm(100/200目,简称1020型支撑剂)石英砂。通过调整降阻剂(成分为聚丙烯酰胺)加量配制不同黏度的滑溜水压裂液。
1.3 体视PIV测试原理
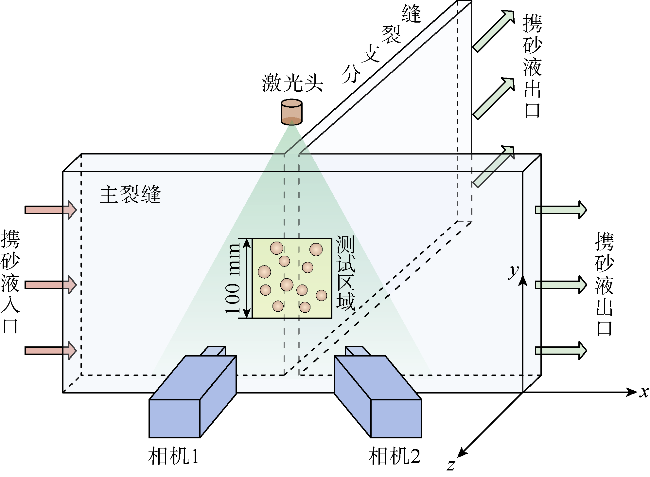
PIV技术常用于研究特定流动空间内的单相流动规律,它在透明流体介质内加入一定数量的示踪粒子,示踪粒子与流体密度相当,具备良好的跟随性,其运动特征可等效为流体流动特征。激光器与相机垂直放置,激光从顶部向下照亮流场,高速摄像机以特定的时间间隔连续拍摄两帧获得高频粒子图像,并基于互相关算法计算示踪粒子速度,进而代表该瞬态下流体流场速度[26]。体视PIV技术是在传统平面二维PIV技术的基础上发展的一种获得待测二维平面(2D)内流体三分量速度场(3 Components,3C)的方法,故又称2D-3C PIV技术[27],其使用两台或多台相机分别连续拍摄粒子图像,利用视差效应,重构出垂直于测量平面的第3速度分量[28](见图2)。本文将颗粒群连续介质化,以支撑剂颗粒作为示踪粒子[29],此时流场的速度测试结果代表支撑剂的自身运动特征,通过体视PIV测试,可获得支撑剂颗粒群的三维速度分布。
2 实验步骤与内容
2.1 实验步骤
具体实验步骤为:①连接实验仪器,检测其密封性,启动控制柜,将数据清除归零。②空间标定,建立体视PIV两台相机成像的二维像素空间到三维物理空间的映射关系,激光面(测试区域)紧靠支缝入口所在主裂缝壁面。③图像采集参数调整,调整两帧间隔时间、激光强度与相机光圈,确保两帧图像曝光强度相当,每组拍摄结果包含4张原始粒子图像。④在配液罐与混砂罐中配制压裂液,确保各罐中压裂液黏度相同,此时不加入支撑剂。⑤打开配液罐与混砂罐出口阀门,启动螺杆泵,向裂缝中注入压裂液直至充满裂缝。⑥称取支撑剂并采用定量加砂装置加入混砂罐中,搅拌混合均匀。⑦调节排量,向裂缝中泵注携砂液,开始实验。⑧采用体视PIV测试选定区域,获取裂缝交互处支撑剂对激光的反射光学图像,采集数据保存至计算机客户端。⑨支撑剂泵送完毕后结束实验,关闭所有实验仪器。⑩清洗实验装置,回收液体与支撑剂。⑪采用DaVis软件处理光学图像,获得支撑剂的三维速度场。
2.2 实验方案
$Q_{\mathrm{e}}=\frac{1000 Q_{\mathrm{f}}}{2 N} \frac{h_{\mathrm{e}}}{h_{\mathrm{f}}}$
表1 垂直-垂直裂缝交互处支撑剂入缝速度测试方案 |
| 编号 | 排量/(L·min−1) | 黏度/(mPa·s) | 支撑剂型号 | 主缝宽/mm | 支缝宽/mm |
|---|---|---|---|---|---|
| 1 | 12 | 1.0 | 7014型 | 6 | 3 |
| 2 | 18 | 1.0 | 7014型 | 6 | 3 |
| 3 | 24 | 1.0 | 7014型 | 6 | 3 |
| 4 | 30 | 1.0 | 7014型 | 6 | 3 |
| 5 | 12 | 2.5 | 7014型 | 6 | 3 |
| 6 | 12 | 10.0 | 7014型 | 6 | 3 |
| 7 | 12 | 30.0 | 7014型 | 6 | 3 |
| 8 | 12 | 2.5 | 4070型 | 6 | 3 |
| 9 | 12 | 2.5 | 1020型 | 6 | 3 |
| 10 | 12 | 2.5 | 7014型 | 6 | 1 |
2.3 支撑剂入支缝行为表征参数
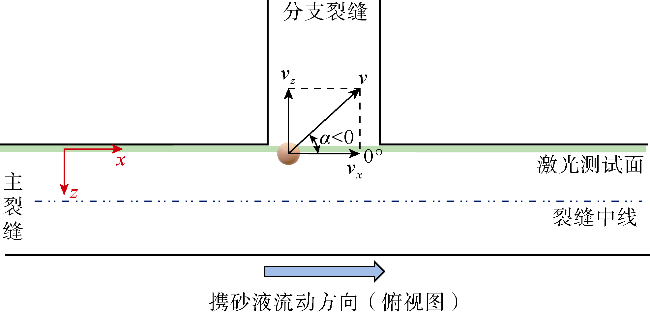
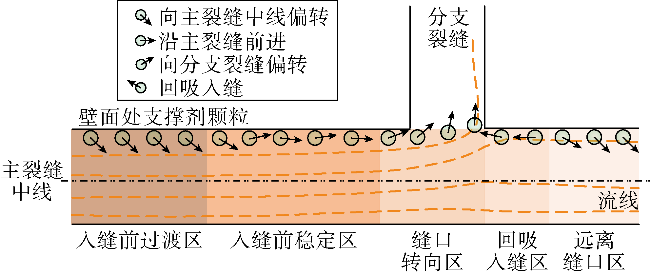
体视PIV照射平面为紧靠支缝入口处的主裂缝壁面,测试结果为二维照射平面上的三维速度矢量,包含物理量x、y、vx、vy、vz,其中(x,y)为平面网格中心坐标,vx,vy,vz为对应网格中心的三维速度分量,通过数据处理,可获得测试区域的支撑剂速度场分布信息。本文定义z轴正方向为从激光测试面指向主裂缝中线方向,即支撑剂向支缝运移时沿z轴方向的速度分量为负值。定义支撑剂沿主缝流动时其偏转角度α为0°,逆时针向分支裂缝偏转时角度α为负(见图3),角度越接近−90°,越易进入支缝。
以x-y平面内流线分布、沿z轴方向速度分量分布、支撑剂偏转角度等参数表征支撑剂进入支缝行为。流线分布能够直观反映支撑剂在主缝中的运动状态以及支缝分流前后支撑剂的速度差异,沿z轴方向速度分量与支撑剂偏转角度则直接表征支撑剂进入分支裂缝的能力。
3 实验结果与讨论
3.1 支撑剂转向进入支缝过程分析
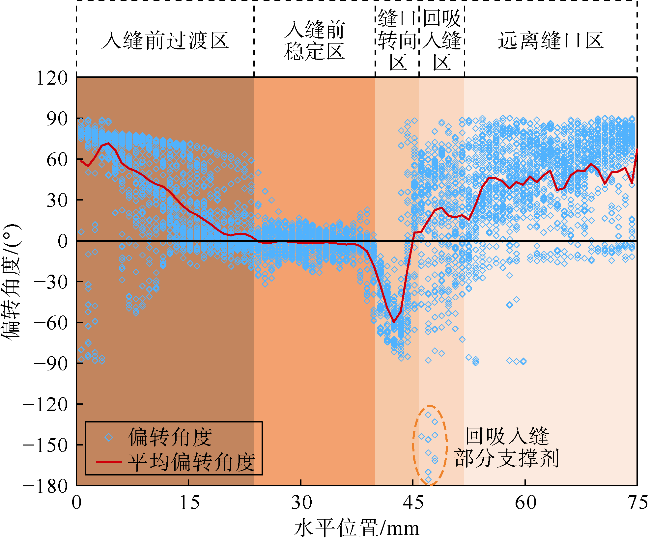
通过对不同工况下支撑剂三维速度测试结果的归纳分析,发现沿主裂缝流动方向,支撑剂平均偏转角度变化趋势具有一致性。依据主裂缝在裂缝相交处前后的支撑剂偏转角度特征,可将其划分为5个区域(见图4)。①入缝前过渡区:支撑剂进入测试区域,由于测试平面紧贴靠近支缝的主裂缝壁面,而颗粒的平衡位置距离壁面具有一定距离[32],因此支撑剂具有向主裂缝中线运移的趋势,平均偏转角度为正,支撑剂运动波动程度大。②入缝前稳定区:随着支撑剂运移至分支裂缝入口附近,支撑剂平均偏转角度逐渐趋于0°,颗粒运动趋于稳定。③缝口转向入缝区:测试平面内支撑剂整体开始向分支裂缝偏转与运移,平均偏转角度为负,该区域长度(约5 mm)大于分支缝宽度(3 mm),表明未运移至缝口时支撑剂已经有转向趋势。④回吸入缝区:未能在分支缝口转向进入分支缝的支撑剂运移至主裂缝后端时,极少量支撑剂受分支裂缝流体拖曳力作用,重新回吸进入分支裂缝,该部分支撑剂偏转角度为−180°~−90°,而支撑剂的平均偏转角度为正。⑤远离缝口区:大部分未进入分支裂缝的支撑剂在逐渐远离分支裂缝入口的过程中,朝分支裂缝偏转的趋势大幅减弱,朝主裂缝中线偏转的趋势增强,平均偏转角度为正。在上述5个区域中,靠近裂缝壁面的支撑剂颗粒运动方向表现出明显差异(见图5)。
3.2 排量对支撑剂运动特征的影响
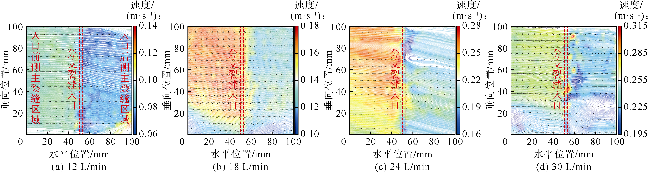
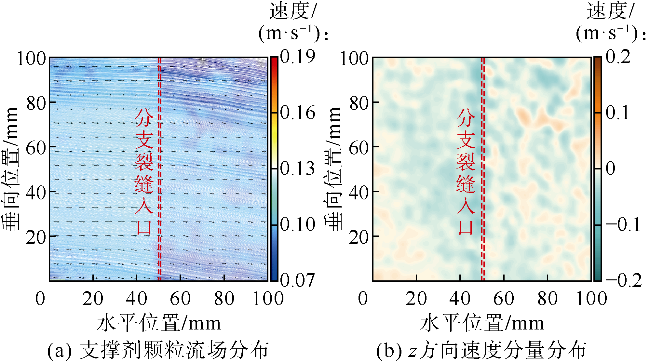
方案1—4为变排量支撑剂三维速度测试实验,在尚无明显砂堤时,提取不同排量下悬浮入缝支撑剂的三维速度场数据处理后分析支撑剂运动特征。支撑剂颗粒流场分布图(见图6)中颜色表示主裂缝中支撑剂的三维合速度大小,箭头与流线表示支撑剂在二维平面中的运动方向。当排量为12 L/min时,流态为层流,分流后主缝内支撑剂速度小于0.08 m/s,此时重力作用下支撑剂沉降趋势明显,流线向下偏转。当排量增至18 L/min时,分流后主缝内速度约为0.14 m/s,流体对支撑剂的水平拖曳力增大,支撑剂沉降趋势减缓,流线向下偏转程度减弱。当排量增至24 L/min及以上时,裂缝内流场达到紊流状态,流体瞬态运动表现出随机脉动,导致支撑剂运动的紊乱程度增强,分支裂缝入口两侧流线呈现不同程度的波动。
支撑剂颗粒沿z轴方向的速度分量分布图(见图7)中橙色代表z方向速度为正,即支撑剂向主缝中线靠近,相反绿色则表示支撑剂向支缝靠近。排量为12 L/min时,支缝口两侧以橙色区域为主,表明在主缝中距离缝口较远的支撑剂主要向主裂缝中线运移。随着排量的增加,支缝口附近绿色区域分布范围扩大,表明支撑剂进入分支裂缝能力增强。
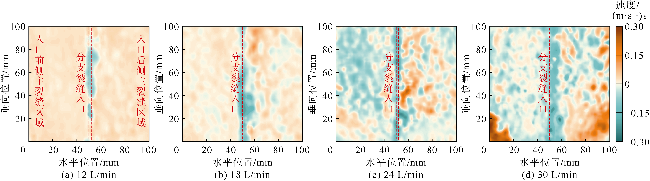
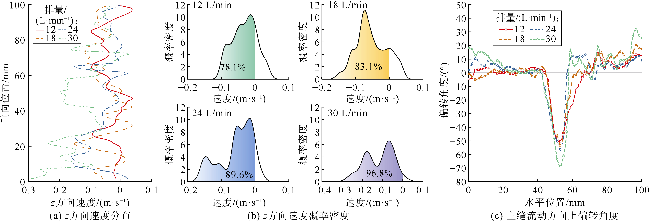
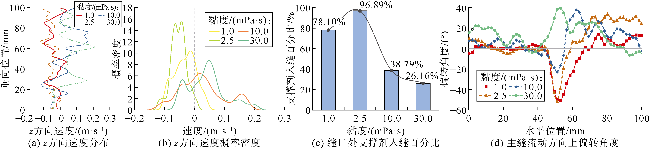
图8a为主缝中分支缝入口中线处z方向的速度分布与缝高的关系曲线,图中显示排量越大,速度曲线波动程度越大,表明分支缝口处支撑剂进入支缝过程越紊乱。图8b为与图8a对应的z方向速度概率密度曲线,概率密度曲线上任意两点与横坐标围成区域的面积代表支撑剂z方向速度大小分布在该区间的概率。由于支撑剂向分支缝运移时z方向速度为负,因此曲线整体越向左侧偏移,代表其进入分支缝能力越强。同时曲线与横轴负半轴围成区域的面积代表了分支缝口中线处向分支缝运移的支撑剂比例,本文将其定义为“缝口处支撑剂入缝百分比”,用于定量表征支撑剂进入分支缝能力。由图可知,当排量从12 L/min提升为30 L/min时,分支缝口处支撑剂入缝百分比由78.1%增至96.8%,提升18.7个百分点。图8c为排量与主缝流动方向上平均偏转角度间的关系,随排量增大,主缝中分支缝口处的平均偏转角度极值由−50.54°变为−68.95°,绝对值增大36.4%,表示支撑剂进入分支裂缝能力增强。分析原因认为随着泵注排量的增加,流体对支撑剂的拖曳力增大,流体的携砂性能提高,支撑剂的跟随能力增强,沉降趋势变缓,因此进入支缝能力增强。
3.3 压裂液黏度对支撑剂运动特征的影响
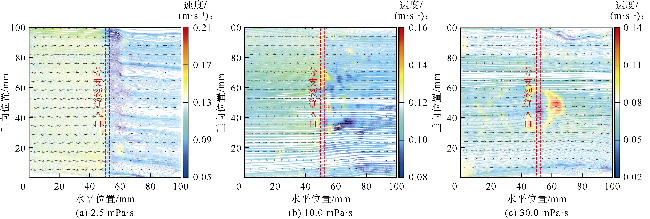
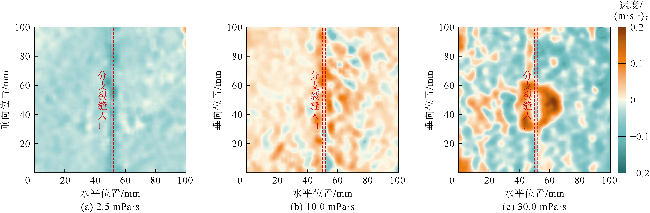
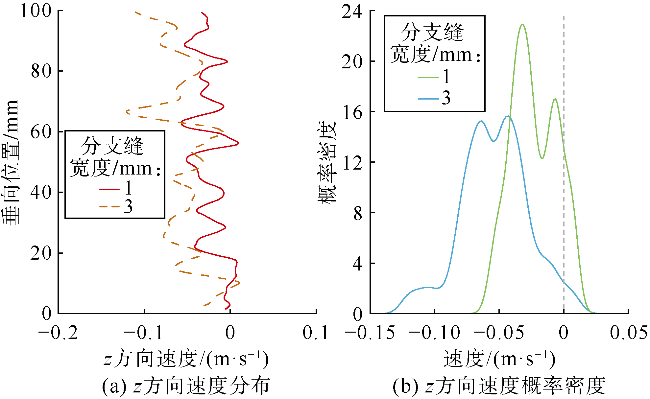
当黏度由1 mPa·s增至2.5 mPa·s时,分支缝口附近支撑剂沿z轴负方向的速度分量(绿色)分布面积增大,表明支撑剂向分支裂缝运移能力增强(见图7a、图10a)。当黏度增至10.0 mPa·s时,分支缝口附近支撑剂沿z轴方向的速度分量变为正值(橙色),不利于支撑剂进入支缝(见图10b)。黏度进一步增大至30.0 mPa·s后,支撑剂由于难以进入支缝在缝口处汇聚碰撞,分支缝口中部形成局部橙色区域(见图10c)。随着黏度的升高,分支缝入口中线处z方向速度分布及其概率密度曲线先左移后右移(见图11a、图11b);分支缝口处支撑剂入缝百分比由78.10%增大至96.89%后减小至26.16%(见图11c);主缝中分支缝口处平均偏转角度由负值(−50.54°,−51.82°,−22.80°)转为正值(39.52°),即支撑剂由向分支裂缝偏转变为向主裂缝中线偏转(见图11d)。可见,随黏度的升高,支撑剂进入支缝能力先略微增强后显著减弱。在压裂施工中,过高的黏度将减少分支裂缝内支撑剂分布,造成分支缝内无法形成有效支撑。分析原因认为,压裂液黏度升高,携砂能力增强,支撑剂沉降变缓,悬浮进入分支缝的能力变强,进一步增大黏度,滑溜水弹性模量增加,抗剪切变形能力增强[34],压裂液向支缝的分流量减小,因此支撑剂进入分支缝的速度分量和偏转角度减小。
3.4 粒径对支撑剂运动特征的影响
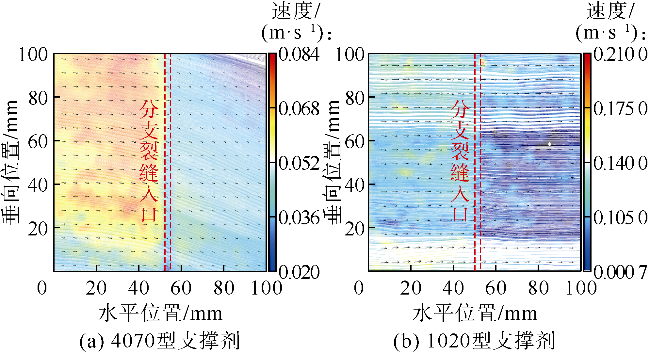
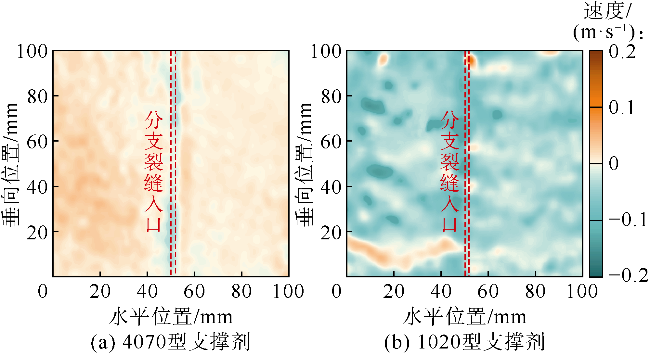
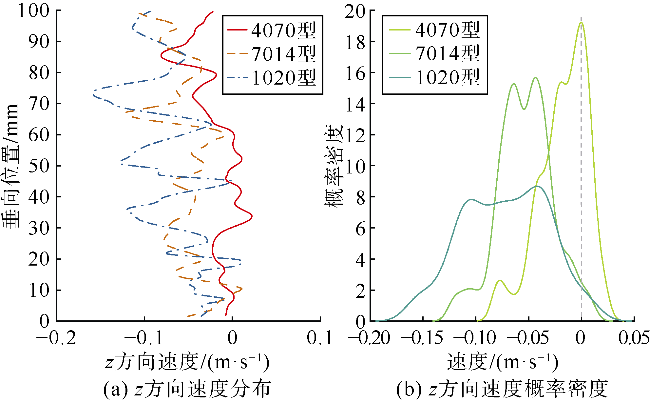
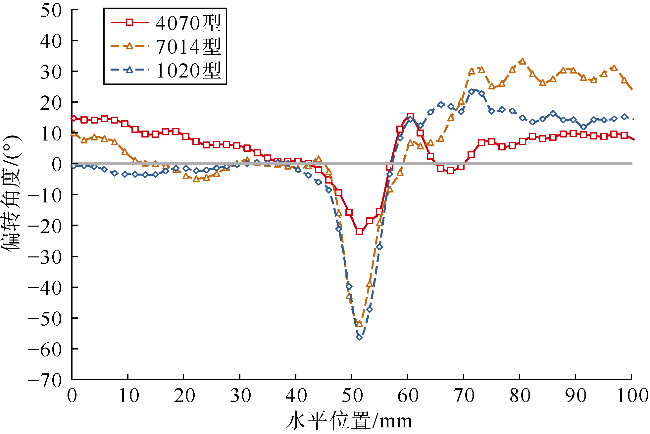
分析原因认为支撑剂粒径越小,跟随流体运动能力越强,在支缝口不易碰撞受阻损耗动能,进入支缝能力更强。压裂施工时,应确保7014型等小粒径支撑剂的占比,并可探索使用1020型或粒径更小的微粒支撑剂,保障分支裂缝有效支撑,4070型大粒径支撑剂难以进入支缝,可在施工后期注入用于支撑主裂缝。
3.5 分支缝宽度对支撑剂运动特征的影响

3.6 支撑剂转向进入支缝主控因素分析
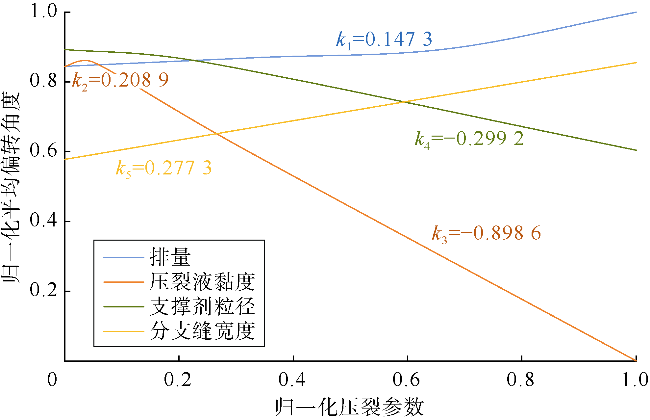
为明确不同因素对支撑剂进入分支裂缝行为的影响程度,选取分支裂缝口中线上的支撑剂平均偏转角度作为评价目标,对偏转角度的相反数及各实验参数按(2)式进行归一化处理,支撑剂粒径范围按平均粒径计算,分析各因素的影响程度。归一化公式为:
$A_{\mathrm{norm}}=\frac{A-A_{\min }}{A_{\max }-A_{\min }}$
图19为分析结果,可以看到,增大泵注排量与分支缝宽度、减小支撑剂粒径均会使得支撑剂偏转角度增大,有利于支撑剂进入分支缝;增大压裂液黏度使得支撑剂偏转角度先增大后减小,过大的黏度不利于支撑剂进入支缝。依据曲线斜率分析,实验参数范围内影响支撑剂进入支缝能力的因素排序是:压裂液黏度、支撑剂粒径、分支裂缝宽度、泵注排量。由此可见,在滑溜水低黏携砂条件下,采用小粒径支撑剂是提高分支裂缝支撑体积的有效途径。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
4 结论
水力压裂过程中,依据主裂缝与分支裂缝相交前后主裂缝中支撑剂的偏转角度特征,可将主裂缝划分为入缝前过渡区、入缝前稳定区、缝口转向入缝区、回吸入缝区与远离缝口区,其中缝口转向入缝区是支撑剂进入分支缝的主要区域。
支撑剂粒径越小,悬浮能力越强,主缝中分支缝口处平均偏转角度绝对值越大,进入分支缝的能力越强。提升小粒径支撑剂占比,探索使用微粒径支撑剂,有助于提高分支裂缝的支撑效果。增大泵注排量与分支裂缝宽度,支撑剂偏转角度绝对值与进入分支缝的速度增加,有利于支撑剂进入支缝;压裂液黏度过大,分支缝的分流量减少,不利于支撑剂进入分支缝。
支撑剂进入分支缝能力的影响因素排序为:压裂液黏度、支撑剂粒径、分支裂缝宽度、泵注排量。建议现场压裂施工初期采用大排量、微—小粒径支撑剂,确保分支缝有效铺置,后期采用中—大粒径支撑剂,确保主缝有效铺置,提高缝网整体导流能力。
符号注释:
A——归一化前原始数据;Amin,Amax——归一化前原始数据的最小、最大值;Anorm——归一化后的数据;he——实验装置裂缝高度,m;hf——真实裂缝高度,m;k1,k2,k3,k4,k5——斜率,无因次;N——单段裂缝簇数;Qe——室内实验排量,L/min;Qf——现场施工排量,m3/min;v——支撑剂颗粒速度,m/s;vx,vy,vz——三维速度分量,m/s;x,y,z——坐标系,m。