





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technologies of enhancing oil recovery by chemical flooding in Daqing Oilfield, NE China
[SUN Longde, WU Xiaolin*  , ZHOU Wanfu, LI Xuejun, HAN Peihui]
, ZHOU Wanfu, LI Xuejun, HAN Peihui]
, ZHOU Wanfu, LI Xuejun, HAN Peihui]
|
|


By tracking and analyzing the research and practices of chemical flooding carried out in the Daqing Oilfield, NE China since the 1970s, the chemical flooding theory, technology adaptability and existing problems were systematically summarized, and directions and ideas of development in the future were proposed. In enhanced oil recovery by chemical flooding, the Daqing Oilfield developed theories related to compatibility between crude oil and surfactant that may form ultra-low interfacial tensions with low-acidity oil, and a series of surfactant products were developed independently. The key technologies for chemical flooding such as injection parameter optimization and numerical simulation were established. The technologies of separation injection, cleansing and anti-scaling, preparation and injection, and produced liquid processing were developed. The matching technologies of production engineering and surface facilities were formed. Through implementation of chemical flooding, the Daqing Oilfield achieved outstanding performances with enhanced recovery rate of 12% in polymer flooding and with enhanced recovery rate of 18% in ASP flooding. To further enhance the oil recovery of chemical flooding, three aspects need to be studied: (1) fine characterization of reservoirs; (2) smart and efficient recovery enhancement technologies; (3) environment friendly, high-efficiency and smart matching processes.
The United States, Canada and other countries started to test chemical flooding in the 1940s. But due to weak theoretical foundations and poor matching technologies, this technology has been long suspended in lab research and field test stages[1, 2, 3, 4]. In China, studies on this technology started in the 1960s, and lab researches on chemical flooding began first in the Daqing Oilfield. Through repeated study and practices, the oil recovery of polymer flooding that is a modified water flooding technology has been improved substantially, breaking the traditional understanding that it could only enhance oil recovery by 2%-5%.
Statistics shows that the primary oil recovery by water flooding in the Daqing Oilfield is 7%-8%. Through implementation of stratified water flooding and oil production etc., the ultimate recovery can be enhanced to approximately 40% only[5]. In other words, there is still big room for oil recovery rate enhancement. Out of this reason, pilot tests on polymer flooding with minor well spacing and multiple layers, expanded polymer flooding tests at large well spacing in multiple well groups were conducted in the Daqing Oilfield from 1972 to 1991, achieving satisfactory results. In the year 1995, polymer flooding was promoted in industrial scale, enhancing oil recovery by over 12% on average. On the basis of the great success in polymer flooding, ASP flooding was developed[6]. The ASP flooding was put into pilot test and expanded field test in 1991, and was promoted across the oilfield in 2014. During the period, the theory on correlation between low-acidity crude oil and ultra-low interfacial tension was advanced, alkylbenzene sulfonate products and related massive production technologies were developed. By 2017, average enhanced oil recovery of ASP flooding blocks exceeded 18%.
Polymer and ASP flooding technologies have been improving during their applications in the Daqing Oilfield. Up to now, matured reservoir engineering, production engineering and matching surface facilities for them have been developed, making them effective technologies to guarantee sustainable and high-efficiency development of the oilfield. In this paper, theories, technologies, adaptability and existing problems of chemical flooding in the Daqing Oilfield have been summarized, and the directions and ideas for future development of chemical flooding have been pointed out.
According to the traditional flooding theory, polymer solutions are incapable of reducing interfacial tension or enhancing microscopic flooding efficiency. Consequently, it is very difficult to enhance oil recovery significantly. After years of research, researchers in the Daqing Oilfield have established the theory of viscoelastic oil displacement of polymer, providing the theoretical basis for enhanced oil recovery of over 10% by polymer flooding[7]. With progress in chemical flooding theory, ASP flooding technique for high-acidity crude oil was proposed in other countries. Since crude oil (0.01 mg/g) in the Daqing Oilfield is of low acidity, not suitable for ASP flooding, the interactions between crude oil components and surfactants were studied.
Samples of crude oil of the Daqing Oilfield were separated into group components, and the impacts of various components on interfacial tension were examined. Results show that gum and asphaltene have higher effects in reducing interfacial tension than saturated hydrocarbons and aromatic hydrocarbons. Further, modified silica gel chromatograph was used to separate gum and asphaltene to extract acid components (0.024% of crude oil in mass, equivalent to acidity of 0.005 mg/g) and nitrogenous heterocyclic compounds (0.16% of crude oil in mass)[8]. By comparing interfacial tensions of Daqing crude oil, acid components and nitrogenous heterocyclic compounds under different alkali concentrations, it was found that besides acid components, nitrogenous heterocyclic compounds in crude oil could also reduce oil/water interfacial tension to some extent under alkaline conditions through diffusion and arrangement along oil-water contact (OWC). In other words, high acidity is not the only way available to generate ultra-low interfacial tension.
On the basis of studies on composition of crude oil, according to the hydrophile-lipophile balance theory, for the hydrocarbon of single component, ultra-low interfacial tension will be reached when the single component surfactant for the hydrocarbon component achieves hydrophile-lipophile balance at the OWC, there is an optimal correspondence between equivalent surfactant volume and relative molecular weight of oil. Similarly, for oil composed of multiple hydrocarbon compounds, according to hydrophilicity and oleophylic balancing of homolog surfactants and the synergistic effect of alkanes of the same family, it can be inferred that the equivalent distribution of surfactants has the similar pattern with the distribution of relative molecular weight of oil. When the average equivalent of surfactants matches well with average relative molecular weight of oil, ultra-low interfacial tension can be generated between the surfactant and oil.
Based on the above-mentioned principles, more tests were conducted on interfacial tensions between surfactants of different equivalent volumes and crude oil with different average relative molecular weights. Based on the relationship between different components of crude oil and interfacial tensions, the correction factors for nonpolar components and polar components were worked out, and the match between equivalent volumes of surfactant and low-acidity crude oil was established (equation (1)) to facilitate development of ASP flooding theory for low-acidity crude oil.
 |
The high price and uncontrollable supply of imported surfactants were a technical bottleneck for industrial application of ASP flooding. According to the matching theory between equivalent surfactant and low-acidity c.rude oil, and considering the source of raw materials, processes, product performances and other factors, alkylbenzene sulfonate was sorted out as major surfactant to be developed.
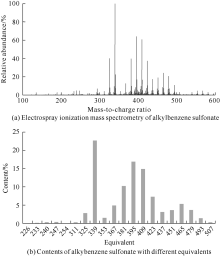
To control the properties of raw materials and final products effectively, gas chromatograph-mass spectrometer (GC- MS) and liquid chromatograph-mass spectrometer (LC/MS) were used to develop special gas/liquid chromatographic columns to separate components in raw materials and products effectively by optimizing gas chromatographic heating, liquid chromatograph gradient flushing and other separation conditions. Upon completion of separation, components of raw materials were qualitatively analyzed by using library. Responses of isomers were summarized prior to normalization of responses of ion peaks of different components to get relative contents and distribution of raw materials (Fig. 1). The electrospray ionization mass spectrometry (ESI-MS) analysis was conducted on separated alkylbenzene sulfonate to determine relative abundance of different mass-to-charge ratios. The relative abundance was normalized to work out the relative contents and distribution of alkylbenzene sulfonate of different equivalent volumes (Fig. 2).
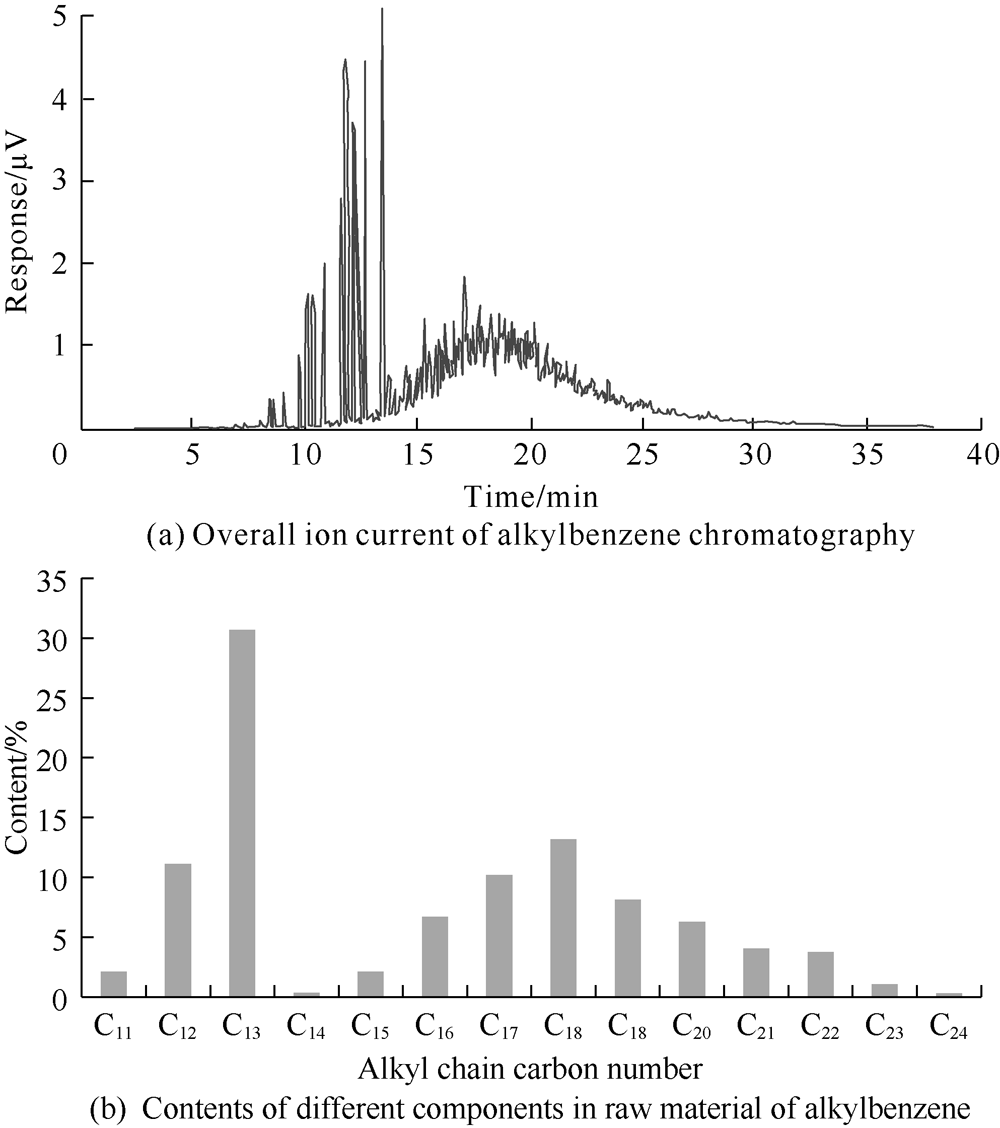 | Fig. 1. Components and distribution of alkylbenzene raw material. |
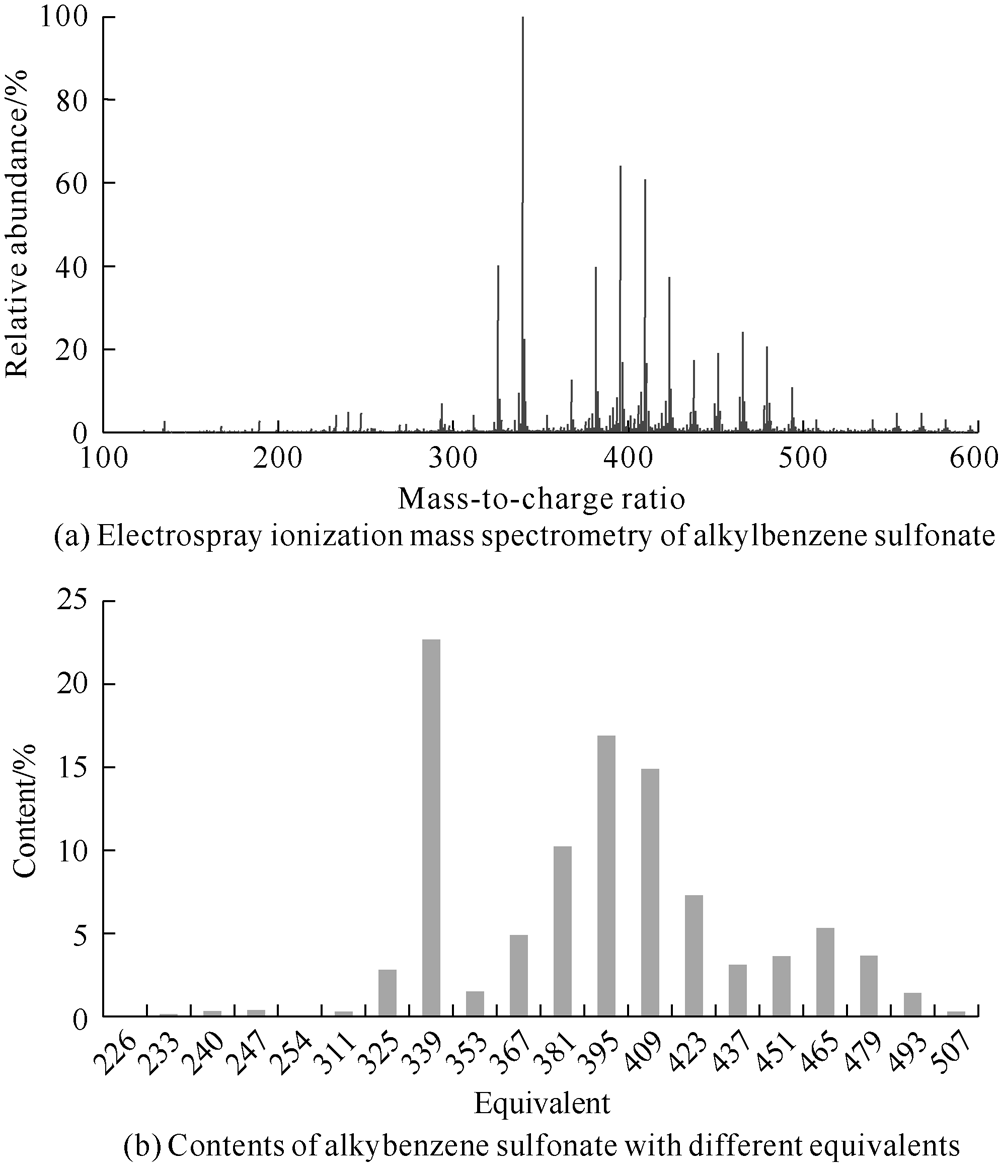 | Fig. 2. Contents and distribution of alkylbenzene sulfonate components. |
According to calculation results of alkylbenzene sulfonation reaction kinetics and exothermic effect, simultaneous sulfonation can only happen when the differences between relative molecular weights of components in alkylbenzene are below 100. Analysis results of raw materials of alkylbenzene show that the difference of relative molecular weights is up to 150, so it is difficult to implement sulfonation of such materials. According to the component distribution of the raw material, sulfonation was performed using different sulfonation process parameters (Table 1). The results show that the equivalent weight of alkylbenzene sulfonate varies with changes of the process conditions, and the dual sulfonation process can effectively enhance equivalent distribution of alkylbenzene sulfonate surfactant, so the mass fraction of alkali for formation of ultra-low interfacial tension by alkylbenzene sulfonate can be extended from approximately 0.4% to over 0.6% (Fig. 3). In this way, proper sulfonation can be achieved for the alkylbenzene raw material with significant differences in relative molecular weights.
| Table 1 Process parameters for sulfonation of alkylbenzene. |
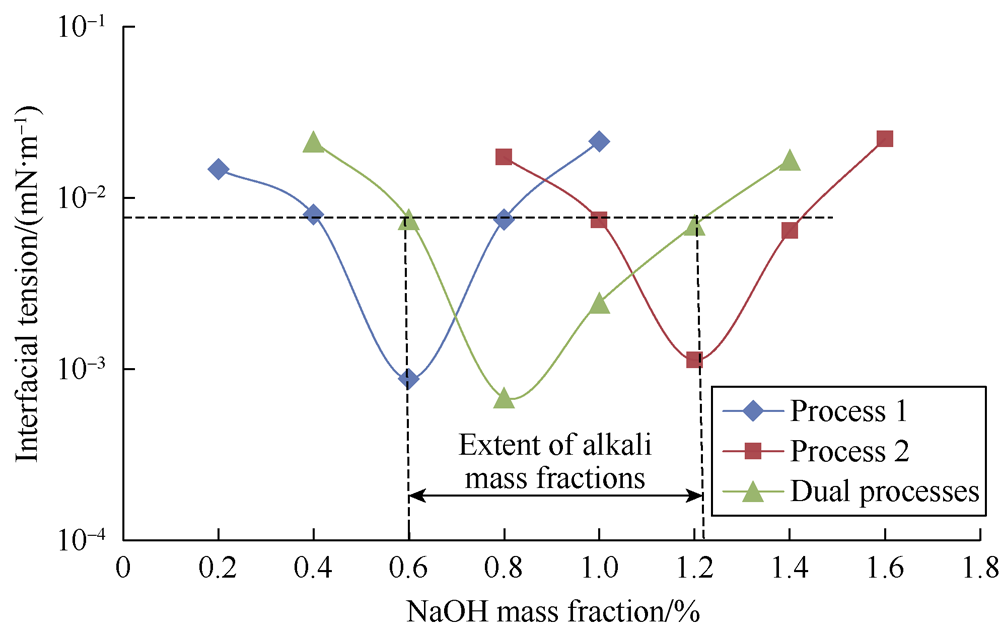 | Fig. 3. Interfacial tensions of products derived from different sulfonation processes. |
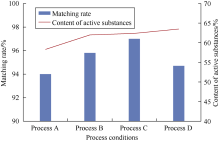
During optimization of process parameters for alkylbenzene sulfonation, acidity and contents of active substances were used as key indexes to control sulfonation conversion rate. Under such circumstances, the overall conversion rate of raw materials composed of multiple components was relatively low. Hence, the concept of matching rate was introduced:
$M=\sum\limits_{i=1}^{m}{\frac{{{a}_{i}}}{{{b}_{i}}}}{{X}_{i}}$ (2)
Through matching rate, the conversion rates of different components can be controlled effectively. In this way, balanced sulfonation for multiple components can be achieved. Together with contents of active substances, multiple processes can be adopted to achieve the optimal sulfonation process parameters to get the optimal matching rate of above 95% (Fig. 4). In this way, performance of alkylbenzene sulfonate surfactant for oil flooding can be further enhanced.
 | Fig. 4. Matching rates and contents of active substances in different sulfonation processes. |
By adopting property control of raw materials for alkylbenzene sulfonate surfactant, quantitative analysis of products, better sulfonation processes, integrated neutralization and combination, and other matching technologies, strong alkali alkylbenzene sulfonate can now be produced with overall performance similar to imported products, whereas the price of such products is reduced by approximately 50%. Up to now, 39× 104 t of alkylbenzene sulfonate product for oil flooding has been produced.
3.1.1. Parameters of polymer flooding
Molecular sizes of polymers may directly affect injectivity of polymer solutions. In early researches, radius of gyration of molecules was used to characterize molecular sizes of polymers. In other words, it was believed that molecular sizes were only related to relative molecular weight. Therefore, during program design, only the correlation between relative molecular weight of polymer and permeability of reservoir was considered. With the expanded application of polymer flooding, physical properties of reservoirs turned less favorable. At the same time, due to changes in preparation method of polymer solution, some blocks saw difficulties in injection and increases in polymer consumption. In the past two years, the experiment of characterizing molecular size of polymer with hydrodynamic radius showed that the size of polymer molecule is related to not only relative molecular weight, but also mass concentration, salinity of water and type of polymer[9].
To further enhance producing degree of reservoirs developed by polymer flooding and to further improve technical and economic performances of polymer flooding, injection parameters of polymer flooding were optimized.
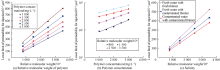
(1) Through natural core flow tests, with the ratio of residual resistance coefficient to resistance coefficient of no more than 1/5 as the dividing line, the impacts of relative molecular weight, mass concentration, salinity and physical properties of reservoir formations on polymer injection performance were studied. The study results show that the relative molecular weight of polymer had a linear correlation with the lower limit of injection permeability. Mass concentrations of polymer had a semi-logarithmic linear relationship with the lower limit of permeability for injection. In the salinity range of formation water in the Daqing Oilfield, salinity of water also influenced the lower limit of permeability for injection. Generally, the higher the salinity, the lower the lower limit of permeability for injection (Fig. 5).
 | Fig. 5. Relationship between relative molecular weight, concentration of polymer, formation water salinity and lower limit of permeability for injection of Xingbei Area, Daqing Oilfield. |
Through linear regression, the functional relation between relative molecular weight, mass concentration of polymer in different blocks and lower limit of permeability for injection was worked out:
${{K}_{\text{w}}}={{A}_{2}}{{M}_{\text{r}}}{{B}_{2}}^{{{C}_{2}}{{C}_{\text{J}}}}$ (3)
Based on this equation, the relationship charts between polymer injection parameters and permeability of reservoirs in different blocks were plotted (Fig. 6). Based on permeability of a reservoir formation, the corresponding matching region, together with the combination of relative molecular weight and polymer concentration can be looked up for design of injection parameters in polymer flooding.
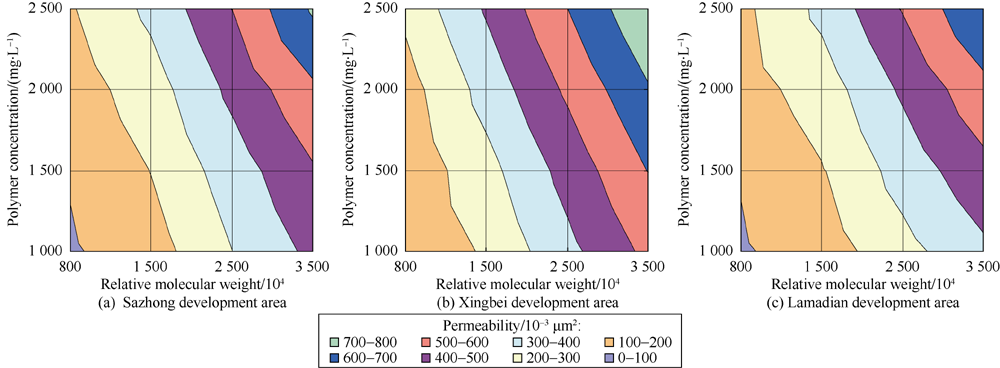 | Fig. 6. Matching between injection parameters and reservoir permeability in Daqing placanticline (with solution prepared by fresh water and fresh thinner). |
(2) With flooding tests on natural cores, the impacts of relative molecular weight, mass concentration, core permeability, volume of injection on recovery rate of polymer flooding on the premise that the polymer solution can be injected were examined. Mathematic regression of the test results verified that the enhanced recovery rate of polymer flooding has a functional relationship with relative molecular weight, concentration, injection pore volume and effective permeability of the core:
 |
The flooding effect calculated using the equation has an error of less than 1% from the test results[10].
(3) On the basis of the above two research programs, the optimization method of injecti.on parameters for heterogeneous formations has been worked out to maximize recoverable reserves. The specific process can be summarized as follows: first, the ranges of relative molecular weight and mass concentration for injection in different layers can be determined by consulting the matching relationship chart; for homogeneous reservoir formations, the upper limits of relative molecular weights can be used to determine mass concentration for injection; for heterogeneous reservoir formations, it is necessary to divide these formations into independent homogeneous layers before using equation (5) to calculate the corresponding relative molecular weights and mass concentrations. In this way, newly increased recoverable reserves and total newly increased recoverable reserves in different layers can be calculated. Then relative molecular weights and mass concentrations can be determined following the principle of maximizing the newly increased recoverable reserve; the volume of polymer to be used can be determined in accordance with relevant technical and economic indexes.
 |
By using this method, design, tracking and adjustment of injection parameters have been implemented in 27 blocks developed by polymer flooding, as a result, the average matching rate enhanced from 65% to over 90%, workloads reduced by 1/3, reserve producing degree enhanced significantly, and economic efficiency of pol.ymer flooding enhanced dramatically.
3.1.2. Formula of surfactant
Crude oil with different properties requires tailor-made formula of surfactant. Analysis of physical properties of crude oil samples in the Daqing Oilfield shows that the average relative molecular weight of crude oil in the placanticline area gradually increases from 365 to 461 (Fig. 7). The average relative molecular weights of crude oil of different oilfields, development blocks and reservoir formations differ widely, but have similar pattern in distribution.
 | Fig. 7. Distribution of average relative molecular weights of crude oil from different blocks in Daqing placanticline. |
In line with the quantitative matching between surfactant and crude oil, tailor-made technique was developed to adjust formula of alkylbenzene sulfonate surfactant to cope with specific average relative molecular weights of crude oil in different blocks of Daqing placanticline, which has not only enhanced adaptability of ASP flooding systems, but also ensured the interfacial tension reduction and flooding efficiency enhancement of ASP flooding system. For example, the crude oil in the Sartu reservoir of Sazhong Area has an average relative molecular weight of 419. When using surfactant with equivalent weight of 395, the ASP flooding system could generate ultra-low interfacial tension only in zones with strong alkali. After the surfactant equivalent weight was adjusted to 419, the ASP flooding system can generate ultra-low interfacial tension in a wider range of alkali concentration (Table 2).
| Table 2 Interfacial tensions of ASP flooding systems before and after adjustment of surfactant’ s formula. |
Emulsifying capacity of the ASP flooding system to crude oil is of great importance for enhancing oil recovery[11]. Emulsification can effectively enhance solubility of crude, and carry oil to form oil barrier. But emulsifying capacity too high may negatively affect flooding performance. To achieve desirable flooding performance, the emulsification degree and physical properties of the reservoir must match well.
Through lab experiments, a series of surfactant products with different emulsifying capacities have been developed. In addition, two indexes, namely water content in oil and oil content in water have been used to characterize emulsification degree quantitatively. On this basis, the impact of emulsification on recovery rate was studied by carrying out tests on natural cores. The research results show that the higher the emulsifying capacity of the ASP flooding system, the higher the recovery rate of chemical flooding will be. By analyzing the correlation between water content in oil, oil content in water and increase in recovery rate, contribution of emulsification can be defined as the ratio between enhanced oil recovery through emulsification and total recovery rate. The specific expression can be expressed as follows:
${{D}_{\text{e}}}=\frac{\Delta {{E}_{\text{s}}}}{\Delta {{E}_{\text{s}}}+{{E}_{\text{s}}}}\times 100%$$=\frac{1.09\Delta E_{\text{w}}^{0.69}+0.252\Delta {{E}_{\text{o}}}}{1.09\Delta E_{\text{w}}^{0.69}+0.252\Delta {{E}_{\text{o}}}+{{E}_{\text{s}}}}\times 100%$
(6)
Single-factor analysis results (Table 3) on natural core (with permeability of 2 000× 10-3 μ m2) show that the ASP flooding systems with low or relatively low emulsifying capacities contribute less than 10% to recovery, whereas ASP flooding systems with high or relatively high emulsifying capacities contribute over 20% to recovery.
| Table 3 Relationship between emulsifying performance of ASP flooding system and recovery from test on natural core. |
Under different reservoir conditions, emulsification may have different impacts on fluid seepage, so ASP flooding system has the optimal emulsification degree. Physical simulation test results show that for homogeneous cores, the higher the permeability, the higher the corresponding emulsification degree and the higher the contribution of emulsification to recovery rate will be. Similarly, heterogeneous cores also have the matching optimal emulsification degree. Under the same permeability, the higher the heterogeneity of the core, the higher the corresponding emulsification degree will be (Table 4).
| Table 4 Relationship between recovery and emulsifying performance of ASP flooding systems tested on artificial cores. |
In accordance with research results on matching between emulsification of ASP flooding systems and physical properties of reservoir formations, emulsifying performance of ASP flooding system can be tailored to guarantee the optimal flooding performance in ASP flooding.
With fast progress in chemical flooding technologies, commercialized numerical simulators can no longer satisfy relevant demands. Under such circumstances, the Daqing Oilfield developed a basic mathematical model for chemical flooding involving oil, gas and water on the basis of convection, dispersion and diffusion. Mathematical models for viscoelastic polymer flooding, flooding with multiple polymers of different relative molecular weights, multiple surfactants and chromatographic separation were developed and fast solutions were derived for complicated mathematical models. On this basis, in combination with commercialized numerical simulators, sophisticated numerical simulation modules and relevant processing software for chemical flooding were developed. These techniques have been widely used in the chemical flooding of the Daqing Oilfield.
3.2.1. Flooding mechanisms and mathematical models for characterization of physical-chemical conditions
Viscoelastic flooding of polymer: mathematical models may use first normal stress difference to characterize elasticity magnitude of polymer solution. It is a function of relative molecular weight, mass fraction and shearing rate of polymer. Saturation of residual oil is a function of first normal stress difference and capillary number:
${{S}_{\text{or}}}=S_{\text{or, h}}^{{}}+\frac{S_{\text{or, w}}^{{}}{{\text{e}}^{-{{T}_{1}}{{N}_{\text{p}1}}}}-S_{\text{or, h}}^{{}}}{1+{{T}_{\text{2}}}{{N}_{\text{co}}}}\text{ }$ (7)
Oil displacement with multiple surfactants: When different surfactants are injected into different parts of reservoir formations, surfactants of different types may mix with each other at the boundaries of various parts, the mixing may affect interfacial tension induced by surfactant of a specific type. To calculate interfacial tension of multiple surfactants, synergistic effect and counter effect should be considered. The specific calculation equation can be expressed as follows:
${{\sigma }_{\text{ow}}}=\omega \Psi $ (8)
where $\Psi =\left\{ \begin{matrix}\min ({{\sigma }_{\text{ow1}}}, {{\sigma }_{\text{ow2}}}, {{\sigma }_{\text{ow3}}}) \\\max ({{\sigma }_{\text{ow1}}}, {{\sigma }_{\text{ow2}}}, {{\sigma }_{\text{ow3}}}) \\\end{matrix} \right.$
Chromatographic separation of chemical agents: By introducing the impact of alkali to viscosity of polymer solution, it is possible to characterize increase in viscosity induced by chromatographic separation, reduction in alkali concentration in front parts of polymer concentration, re-stretching of polymer molecular chains during ASP flooding:
$\mu _{\text{w, 0}}^{{}}={{\mu }_{\text{w}}}\left[ 1+\left( {{A}_{\text{p1}}}{{w}_{\text{pw}}}+{{A}_{\text{p2}}}w_{\text{pw}}^{2} \right. \right.+\left. \left. {{A}_{\text{p3}}}w_{\text{pw}}^{3} \right)w_{\text{sep}}^{\beta } \right]{{\text{e}}^{-\alpha {{w}_{\text{a}}}}}$ (9)
3.2.2. Fundamental mathematical model and relevant solutions
To make these mathematical models for chemical flooding capable of characterizing oil/gas/water flows, simulating flooding process of dissolved gas, and performing integrated simulation of water and chemical flooding, mass conservation law based on concept of black oil PVT (pressure-volume- temperature) was used as continuity equation for oil/gas/water. Meanwhile, to characterize convection, dispersion and diffusion mass transfer of chemical additives in reservoir formations, convection diffusion model was adopted as chemical mass conservation equation[12].
Mathematical model for chemical flooding is a nonlinear coupling system. Introduction of dispersion and diffusion processes made the equations more complicated, and consequently made it more difficult to derive solutions. Accordingly, solutions can be reached by deriving the solutions for mass conservation laws of oil/gas/water first and then deriving the solution of diffusion equation for chemical mass transfer convection later. Oil/gas/water continuity equations can be solved in the following three ways: implicit solution, sequence solution and solution with implicit pressure & explicit saturation[13]. Chemical mass transfer convection and diffusion equations can be solved through operator division: the operators can be divided into convection equation and diffusion equation, which can be solved in implicit manner alternatively to derive solutions for chemical mass transfer equation. Convection equations can be solved along the direction of flow to derive solutions in implicit format through explicit calculation. In Cartesian grid, solutions for the diffusion equation can be obtained by using alternating-direction method. In corner- point grid, solutions can be obtained through iteration.
Currently, domestically developed chemical flooding numerical simulators have replaced imported ones and extensively applied in the Daqing Oilfield. To date, these simulators have been employed in optimized program design and assessment of exploration performances of 39 blocks, involving over 8 000 wells, oil-bearing area of 188 km2 and geologic reserves of 2.49× 108 t.
Conventional general flooding technique can not satisfy demands for balanced injection in multiple layers. Meanwhile, viscosity loss rate of chemical agents by using conventional layered water-flooding process may be up to 60%, making it difficult to solve the contradiction between high flow resistance and low shearing, and low flow resistance and high shearing. To realize injection of fluids with volumes and desirable relative molecular weights matching for different reservoir formations, a flow regulator with low viscosity loss and a relative molecular weight regulator with low differential pressure were developed.
4.1.1. Flow regulator with low viscosity loss
Whenever polymer solution flows through each choking unit, flow area changes once from small to large, whereas flow rate decreases accordingly, the flow pattern and distribution of flow field also change correspondingly. Consequently, some energy is consumed for deformation and restoration of molecular chains of the polymer, leading to local energy loss and choking differential pressure. Based on labyrinth sealing principles, the choking element with annular pressure-drop trough structure composed of cylinder and choking core was developed. The external surface of the choking core is equipped with isometric ring groove cylinders that may form flow passages together with inner surface of the cylinder. With flow rates maintained below 70 m3/d, the viscosity loss of chemical agents was reduced from the original 50% to below 8%, realizing effective regulation of injection volume for formations with high permeability.
4.1.2. Relative molecular weight regulator with low differential pressure
Molecular chains of polymers are flexible structures. During rapid variations of flow rate, high shearing force acting on molecular chains of polymers may lead to rupture of the chains mentioned above and decrease of relative molecular weights of polymers. Based on the above principles, a relative molecular weight regulator of nozzle type was designed. By changing diameter of the nozzle, the regulator can effectively regulate relative molecular weight of the polymer. Degradation of polymer induced by the nozzle can be summarized as follows: whenever polymer solution passes through the nozzle, reduction in flow area and fast increase in flow rate may induce Class I degradation, whereas strong turbine flow in the chamber of the regulator may break molecular chains of polymer and lead to Class II degradation.
By establishing correlation between differential pressure, viscosity loss, and structural and flow parameter, regression was performed on relevant test data. In this way, empirical equations for calculation of pressure drop and viscosity loss in the relative molecular weight regulator were worked out to guide the design of relative molecular weight regulator:
$\Delta p=\frac{{{\rho }_{\text{J}}}v}{2}\left[ {{10}^{1.312\ 366}}Re_{{}}^{-0.220\ 738}{{\left( \frac{L}{{{D}_{1}}} \right)}^{1.077\ 889}} \right]$ (10)
$\Delta \mu ={{\rho }_{\text{J}}}vD\left[ {{10}^{-7.021\ 251}}Re_{{}}^{0.511\ 334}{{\left( \frac{L}{{{D}_{1}}} \right)}^{-2.547\ 148}} \right]$ (11)
The newly developed relative molecular weight regulator with low differential pressure has an adjustable range of relative molecular weight shearing rate from 20% to 50%, and differential pressure reduced from the original 3.5 MPa to below 1.5 MPa. These regulators enable the injection of fluids with relative molecular weight suitable for the permeability of the specific layer.
By jointly application of flow regulators with low viscosity loss and relative molecular weight regulators with low differential pressure, polymers can be injected independently under different pressures in the same pipe, solving the problem of quantitative injection of polymers with different relative molecular weights in different layers of the same well through the same pipestring. The technique has been applied in over 10 000 wells, enhancing reserve producing degree by 12%.
Due to the existence of alkali during ASP flooding, composite carbonate and silicate scales could form, causing frequent pump stuck and rod breaking in pumping recovery wells, and consequently, oil producers are characterized by short continuous production time and extremely high maintenance costs[14, 15, 16]. To solve these problems, formation mechanisms of scale, and physical and chemical scale removal methods have been studied, forming scale prediction and prevention methods.
4.2.1. Prediction method for calcium, silicon composite scale in oil wells
By tracking scale samples of different stages and ion concentrations of produced water from 5 blocks with industrial scale ASP flooding in the Daqing Oilfield, it is found that the scale is composed predominantly of carbonate in the earlier stage. In later stage, the content of carbonate decreases, whereas content of silicate scale increases. In the final stage, silicate scale could reach over 60% of the total scale, forming composite deposit scale which is difficult to be removed. Formation process of such scale can be summarized as follows: First, carbonate precipitates to serve as nucleus, then silicic acid and silicic acid ions condense on the external surface of the carbonate, merging and packing of the carbonate scale, forming composite scale.
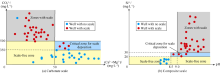
In this process, changes of ions in produced fluids during ASP flooding are characterized by increase of Ca2+, Mg2+ concentrations in earlier stage and decrease in later stage. With the increase of pH, concentration of silicon ions increases continuously. The changes in ion concentrations of produced fluids coincide well with changes in compositions of the scale. According to patterns of changes in ion concentrations of produced fluids during ASP flooding, the following 4 parameters can be identified for formation of scale in oil wells: pH and concentrations of Si4+, Ca2++Mg2+ and $CO_3^{2-}$. Accordingly, the chart for scale formation identification can be plotted (Fig. 8), and the chart can be used for prevention and removal of scale in a timely manner[10]. During continuous sampling on wellhead, when the concentration of Ca2++Mg2+ in produced fluid is below 50 mg/L (during reduction of concentration) and $\text{CO}_{\text{3}}^{\text{2}}$ concentration is over 500 mg/L, the scale is dominated by carbonate (Fig. 8a); when the pH is equal to or higher than 9.0 and Si4+ concentration is over 30 mg/L, composite scale dominated by silicate is formed (Fig. 8b).
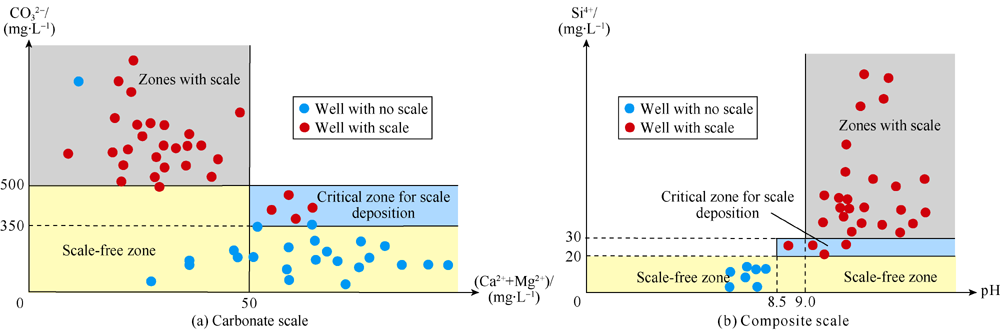 | Fig. 8. Chart for scale identification in oil producers. |
4.2.2. Lifting facilities with outstanding scale-prevention performance
4.2.2.1. Scale prevention for progressing cavity pump (PCP)
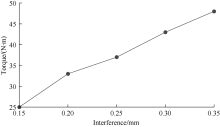
During ASP flooding on site, PCPs are subject to high and fluctuating torques, so they are susceptible to rod failure, fracture, scaling and resulting pump failures. By analyzing changes in torques of PCPs under different interferences (Fig. 9), it is found that initial torques on stators and rotators of PCPs can decrease by 10.4%-11.9%, whereas contact stress can decrease by 0.11-0.16 MPa for every 0.05 mm of interference reduced (Fig. 10). In other words, the service life of PCPs can be extended by reducing interference properly.
 | Fig. 9. Torques of Model GLB120 progressing cavity pump under different interferences. |
 | Fig. 10. Relationship between interference and contact stress. |
4.2.2.2. Optimized design for elimination of scale formation on rod pumps
With regard to defects in the structure of conventional short plunger rod pumps, design optimization in 3 aspects was done: (1) By extending the plunger from 1.2 m to over 4.5 m, the pump with longer plunger and short barrel comes into being; (2) The wedge structure between plunger and barrel in conventional short plunger rod suction pump was removed by replacing sand-prevention groove structure in conventional plunger with groove-free plunger to eliminate possibility of scaling and being stuck; (3) Streamlined design was adopted for flow passage to reduce resistance effectively, so fluids could flow fast through, avoiding settlement of suspending materials effectively.
4.2.3. Scale inhibitors and removers
In line with mechanisms of scale formation, inhibitors for the composite scale have been developed: by making use of physical absorption and chemical reactions of high-molecule chelating agents, crystal nucleus can be changed from “ hard particles” into “ soft ions” to prevent growth of crystal nucleus, meanwhile, functional groups in chelating agents complex with silicon ions in SiO2, stopping the growth of crystal nucleus. In this way, up to 95% of carbonate scale and 80% of silicate scale can be prevented.
Conventional scale removers can remove approximately 50% of silicate scale on lifting facilities, with poor performance. Therefore, scale removers specifically for silicate scales have been developed: taking full advantages of high seepage and diffusion properties of prepad fluids, prepad fluid is mixed with main agent to form detergent for silicate scale, in which prepad fluid can dissolve organic matters in the solution, and the main agent can dissolve carbonate and silicate scales, as a result, removal efficiency of scale is enhanced significantly to 84.3%.
Through application of above-mentioned techniques, the average continuous operation time of oil producers with ASP flooding operation has been enhanced from 87 d to 383 d, with satisfactory scale prevention and removal performances.
ASP flooding is characterized by large injection volume, multiple components and complicated processes. There were no mature industrialization injection technologies available for references at home and abroad. In the produced fluid, oil, gas, water, solids and micro-emulsions co-exist, so the fluid has high viscosity and associated depositional reactions of calcium, magnesium, carbonate and silicate. Under such circumstances, it is difficult to separate oil, gas and aqueous phases. As a result, exported crude oil and re-injected water might fail to meet relevant standards[17].
4.3.1. Large volume mixing and injection of polymer flooding solution with multiple components
By studying impacts of different preparation processes on performances of ASP flooding systems, optimal concentrations and mixing sequences of chemical agents were set up. At the same time, the mixing and injection processes characterized by “ low-pressure three components and high pressure two components” have been developed (Fig. 11). Structures and materials of key facilities, and relevant technical standards have been established. On one hand, the adding sequence of polymer + alkali + surfactant was adopted under lower pressure to prepare alkali and surfactant-containing liquids with desirable concentrations; on the other hand, high-pressure two-components mixing process was used to prepare high-pressure water solutions of alkali and surfactant with desirable concentrations. Through high-pressure mixing valves, the high-pressure two-component water solution can be mixed with the pressurized three-component solution to complete the mixing and injection process. In the course, the concentration of polymer injected can be adjusted, whereas the concentrations of alkali and surfactant may be maintained at constant levels. In this way, ASP flooding systems with low viscosity loss and low interfacial tension can be generated. Compared with conventional fluid preparation and injection processes, this process decreased occupied area by about 50% and saved investment for 26.5%.
 | Fig. 11. Flow chart of mixing and injection of low-pressure three-component and high-pressure two-component systems. |
4.3.2. Demulsifier and water-quality stabilizer for produced fluid
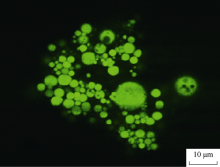
Through microscopic visualization, changes patterns in microscopic structures and phase separation of oil/water/emulsions were studied to find out mechanisms causing difficulties in separation of the produced multi-phase emulsions: due to dissolution induced by alkali, contents of Si4+ and $\text{CO}_{\text{3}}^{\text{2}}$ increase, so water in produced fluids may become supersaturation, and newly generated mineral grains, such as carbonate and amorphous silicon dioxide with diameters below 1 μ m may precipitate continuously, suspending in water or absorbed on OWC, forming spatial barriers for coalescence of oil droplets. Consequently, separation of oil/water/solids becomes very difficult (Fig. 12).
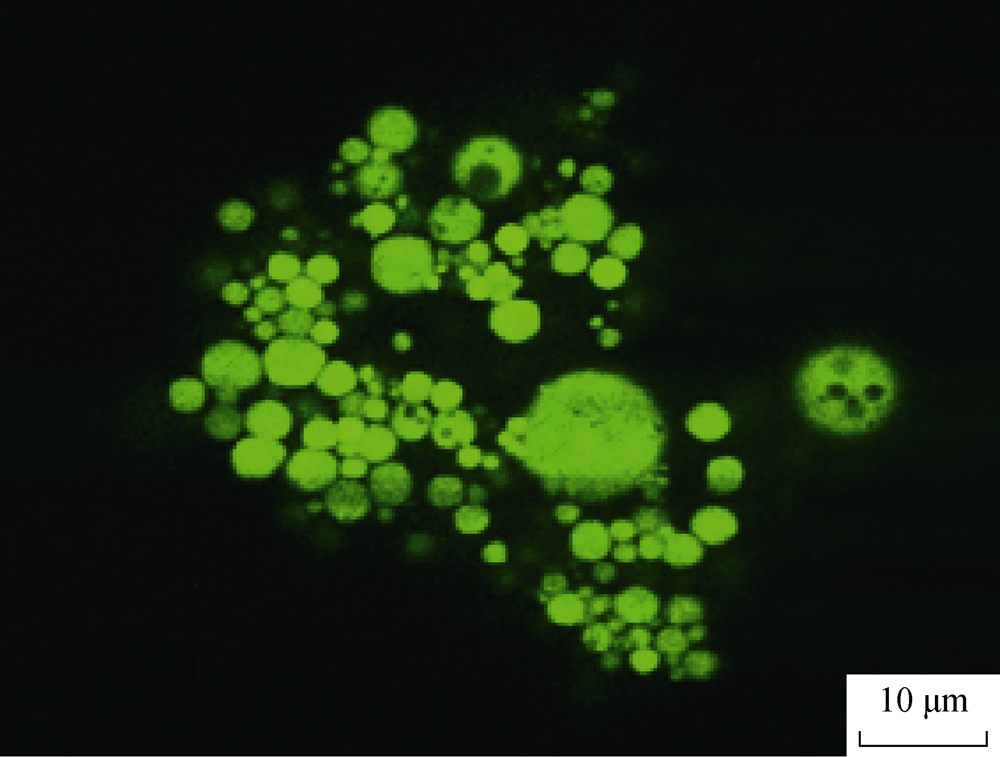 | Fig. 12. Microscopic image of mineral particles attached to surface of oil droplets. |
With mechanisms for emulsification of oil and water figured out, water-quality stabilizers were developed to convert alkali metallic carbonate in produced water from supersaturation into under-saturation conditions. In this way, precipitation of newly generated particles can be inhibited effectively to facilitate removal of suspension solids in water. A series of demulsifiers were developed to promote inversion in wettability of colloidal or nanometer particles attached on OWC to eliminate spatial barriers induced by such particles. In this way, oil droplets in emulsion may experience coalescence after de-emulsification.
4.3.3. Core facilities for crude oil dewatering, waste water treatment and produced fluid treatment processes
By studying changes in water content of emulsion in electric field, electric de-watering system with pulse power supply and electrodes of horizontal, vertical and suspension types combined was invented, which can avoid short circuit induced by water drops, and hence, lower operation currents to ensure proper function of such de-watering facilities. To be more specific, fluids can be fed in batches to promote static settlement and eliminate interferences of downward flow on upward travelling oil droplets. In this way, negative impacts of uneven fluid preparation and distribution can be removed to enhance separation performance. Then the produced fluid treatment processes with “ two-stage dehydration” and “ sequential settlement+two-stage filtration” were developed. In addition, the technical parameters of the process and technical specifications of main equipment were set up to form technical standards. Currently, all the facilities can be manufactured domestically. The water cut in exported oil from the Daqing Oilfield is well under the national standard (0.5%). Each year, effective produced liquid handling capacity is up to 1× 108 m3of produced fluid is processed effectively by this process, with all the processed waste water meeting the standard of re-injection.
Large-scale chemical flooding was implemented in the Daqing Oilfield in 1995 for the first time in the world. Oil production from chemical flooding in 1996 was up to 300× 104 t, whereas the production in 2002 exceeded 1 000× 104 t. Up to December 2017, the Oilfield maintained oil production by chemical flooding of over 1 000× 104 t for 16 consecutive years, with cumulative oil production of 2.44× 108 t and cumulative increased oil production of 1.46× 108 t. With productivity accounting for over 1/3 of total productivity in the oilfield, tertiary production is essential for sustainable high-efficiency development of the Daqing Oilfield.
In addition to key breakthroughs in reservoir adaptability and flooding mechanisms, tailor-made design of injection parameters and separated layer injection technologies have been innovated for polymer flooding. At the same time, 48 technical standards in 5 categories have been formulated. Polymer flooding was implemented in industrial scale in 1995. Up to December 2017, polymer flooding has employed geologic reserves of 10.9× 108 t, produced oil 2.19× 108 t and increased oil production of 1.31× 108 t cumulatively. The recovery of blocks implemented industrial scale polymer flooding has increased by over 12%.
In addition to R& D and implementation of polymer flooding, the Daqing Oilfield started research on ASP flooding in 1987. With the understanding on flooding mechanisms deepening, matching technologies for production of flooding agents, reservoir engineering, production engineering and surface facilities have been developed. Moreover, special facilities, processes and work flows have been developed, and 22 technical standards have been stipulated. Large-scale implementation of ASP flooding started in 2014. Upon completion of ASP flooding, the blocks have enhanced oil recovery of over 18%. Up to the end of 2017, ASP flooding has been deployed in 9 170 wells, with cumulative producing geologic reserves of 2.34× 108 t and cumulative oil production of 2 463× 104 t.
Currently, chemical flooding is the most important technology for sustainable high-efficiency development of the Daqing Oilfield. But it is still facing the following issues: (1) With residual oil highly dispersed in late development stage with extremely high water cut, how to characterize residual oil accurately; (2) with approximately 40%-50% of reserves left underground untouched upon completion of chemical flooding, how to enhance oil recovery in even higher magnitude; (3) since lifting, processing and transport of produced fluids are high in cost, how to enhance efficiencies and minimize costs. With regard to the above technical challenges, three technical approaches are proposed.
With regard to reservoir characterization, 3 categories of technologies should be developed: (1) Develop and improve technologies for characterizing microscopic structures of reservoir formations by combining drilling and seismic data, to further identify microscopic deposition facies and construct visualized high-accuracy 3D geologic model; (2) develop nanometer robots and other smart reservoir description technologies to characterize spatial distribution of residual oil saturation, residual oil and dominant seepage fields quantitatively and more accurately; (3) seepage patterns in full-diameter cores in horizontal well, high-accuracy digital characterization of microscopic pore structure and microscopic residual oil occurrence in reservoir formations and high-accuracy numerical simulation for reservoir formations should be studied.
To enhance oil recovery rate, efforts shall be put into development of the following two technologies: (1) optimization of formula for high-efficiency oil flooding systems to develop technologies related to nanometer smart flooding, self-adaptive profile control and flooding technologies involving deep flow diversion; (2) technologies of “ additive manufacturer” and downhole refinery, such as solid/liquid coupling, underground crude oil thermal sensitivity and hydrogenation reforming, production of bio-polymers and surfactants by indigenous microorganism, and generation of methane by microorganisms.
To develop matching technologies, efforts shall be devoted for development of following three technologies: (1) horizontal wells, multilateral wells, multi-target wells, smart wells and tubing-conveyed rotary drilling technologies; (2) downhole oil/water separation to realize injection and production in the same well. With injection and production implemented simultaneously in the same borehole, one well may serve two purposes at the same time; (3) more efforts shall be made for construction of digital oilfield to promote unmanned processing, collection and transportation of produced fluids. With assistance of real-time monitoring, production activities can be performed in efficient and environmental friendly manner.
Starting from the 1960s, technical researches for chemical flooding have gone through nearly 60 years in the Daqing Oilfield. Sophisticated chemical flooding theories, product manufacture processes, oil production and matching surface engineering technologies have been developed, resulting in enhanced oil recovery of 12% by polymer flooding and 18% by ASP flooding. Development of accurate reservoir characterization, environmentally friendly, smart and high-efficiency technologies will dramatically reduce development costs and enhance recoverable reserves. In addition to accelerate revolutionary progress of the petroleum industry, these technologies may effectively promote transformation and upgrading of petroleum industry in China.
Nomenclaturea— volume of converted components in raw material, mol;
b— total volume of compositions in raw materials, mol;
A, B— correction factor, dimensionless;
A2, A3, B2, B3, C2, C3, D3— regression coefficients, dimensionless;
Ap1, Ap2, Ap3, T1, T2, α , β , ω — parameters determined in accordance with test data, dimensionless;
CJ— concentration of polymer, mg/L;
D— diameter of the nozzle, m;
D1— ID of cylinder chamber, m;
De— contribution of emulsification, %;
Es— enhanced recovery rate induced by basic ASP flooding system, %;
Δ Eo— enhanced recovery rate induced by changes in water content in oil, %;
Δ ER— enhanced recovery rate induced by polymer flooding %;
Δ Es— enhanced recovery rate in comparison with that induced by basic ASP flooding system, %;
Δ Ew— enhanced recovery rate induced by changes in oil content in water, %;
i— code number of component of raw materials;
j— code number of nonpolar components in crude oil;
k— code number of polar components in crude oil;
Kw— effective permeability of core, 10-3 μ m2;
l— code number of individual reservoir formation;
L— length of the nozzle, m;
m— total number of components in raw materials for alkylbenzene;
M— matching rate between product and raw material of alkylbenzene sulfonate, %;
Mr— relative molecular weight;
MrF— relative molecular weight of nonpolar components in crude oil;
MrJ— relative molecular weight of polar components in crude oil;
n— total number of reservoir formations;
Na— matching coefficient for equivalent surfactant and relative molecular weight of crude oil, dimensionless;
Nco— number of capillaries, dimensionless;
N— equivalent components in surfactant;
NoRF— newly increased recoverable reserve in different layers, 104 t;
NoR— total newly increased recoverable reserve, 104 t;
Np1— first normal stress difference, kPa;
Qipv— injected pore volume;
Re— Reynolds number;
Sor— saturation of residual oil, %;
$S_{\text{or, h}}^{{}}$— upper limit of residual oil saturation in chemical flooding under ideal conditions with the maximum elasticity and high capillary numbers, %;
$S_{\text{or, w}}^{{}}$— saturation of residual oil after water flooding, %;
v— average flow rate of polymer solution injected, m/s;
${{w}_{\text{a}}}$— mass fraction of alkaline, %;
${{w}_{\text{pw}}}$— mass fraction of polymer in water, %;
${{w}_{\text{sep}}}$— mass fraction of effective salt in water, %;
x, y— code numbers of polymers under combination of specific injection parameters;
X— content of surfactant, %;
XoF— nonpolar components in crude oil, %;
XoJ— polar components in crude oil, %;
${{\mu }_{\text{w}}}$— viscosity of water, mPa• s;
$\mu _{\text{w, 0}}^{{}}$— viscosity of water under zero shearing rate, mPa• s;
Δ p— pressure drop, MPa;
$\Delta \mu $— viscosity loss, mPa• s;
${{\rho }_{\text{J}}}$— density of polymer solution, kg/m³ ;
${{\sigma }_{\text{ow}}}$— oil/water interfacial tension after mixing of surfactans of different types, mN/m;
${{\sigma }_{\text{ow1}}}$, ${{\sigma }_{\text{ow2}}}$, ${{\sigma }_{\text{ow3}}}$— oil/water interfacial tension of surfactants with strong alkali, mild alkali and free of alkali, mN/m.
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|